廣西進口電鍍滾筒源頭廠家
滾鍍是工件在滾筒內進行電鍍。它與掛鍍件比較大的不同是使用了滾筒,滾筒承載著工件不停翻滾的過程中受鍍。滾筒一般呈六棱柱狀,水平臥式放置,滾筒設計一面開口,電鍍時工件從開口處裝進電鍍滾筒內。滾筒材質有PP板、網板式,亞克力板,不銹鋼板等。電鍍時工件與陽極間電流的導通,筒內外溶液的更新及廢氣的排出等都需要通過這些小孔。滾筒陰極導電裝置設計銅線或銅棒與滾筒內工件自身重力作用與陰極導電裝置自然連接。滾筒的結構、尺寸大小、轉速、導電方式及開孔率等諸多因素均與滾鍍生產的效率,鍍層質量有關,因此滾筒會因不同客戶的需求來設計定制。分享將這段文字進行排版,使其更清晰易讀從這段文字中提取關于滾鍍設備的關鍵信息用一句話概括這段關于滾鍍設備特點的文字鹽霧測試>1000 小時,耐腐蝕性強。廣西進口電鍍滾筒源頭廠家

滾筒維護的標準化與智能化策略:
定期維護是保障滾筒性能的關鍵。制定三級維護制度:日常檢查包括網孔堵塞清理、軸承潤滑;月度維護需校準轉速精度、檢查內襯磨損;年度維護需拆解,更換老化密封件。深圳志成達開發滾筒健康管理系統,通過圖像識別檢測筒體腐蝕程度,結合電化學阻抗譜分析內襯完整性。對于貴金屬滾筒,采用X射線熒光光譜儀定期檢測鍍層厚度,防止基材暴露導致溶液污染。智能維護系統使滾筒平均故障間隔(MTBF)從400小時延長至1200小時,年維護成本降低35%。 廣西進口電鍍滾筒源頭廠家多工位同步處理,單批次效率提升 50%。

不同鍍種對電鍍滾筒尺寸的要求:不同鍍種因其自身的工藝特點,對電鍍滾筒尺寸有著不同的要求。以滾鍍鋅為例,鍍鋅加工往往具有較大的加工量,而且酸性鍍鋅工藝相對穩定,受零件混合周期的影響較小。在這種情況下,為了提高生產效率,滿足大規模生產的需求,通常會選用大尺寸的電鍍滾筒。大滾筒能夠一次裝載更多的零件,在保證鍍層質量的前提下,大幅提升單位時間內的鍍鋅產量。而滾鍍鎳、銅等鍍種時,情況則有所不同。鎳、銅鍍液的導電性能相對較差,鍍層沉積速度較為緩慢。如果使用大尺寸滾筒,零件在滾筒內的混合時間過長,反而不利于鍍層的均勻沉積,容易導致鍍層質量下降。因此,在滾鍍鎳、銅時,一般會選擇小尺寸的電鍍滾筒。小滾筒可以縮短零件的混合周期,使零件更頻繁地接觸鍍液,加快鍍層沉積速度,從而保證鍍層質量達標。根據不同鍍種的特性合理選擇電鍍滾筒尺寸,是提高電鍍生產效率和鍍層質量的關鍵因素之一。
電鍍滾筒在文創產品電鍍中的應用:文創產品作為文化與創意的結晶,注重展現獨特外觀與個性化設計,宛如藝術海洋中的璀璨明珠。電鍍滾筒則成為滿足金屬材質文創徽章、鑰匙扣等產品電鍍需求的 “創意魔法師”。通過定制化電鍍工藝與傾斜式電鍍滾筒的巧妙配合,在保證產品質量的堅實基礎上,能夠實現如仿古鍍層般的復古韻味,仿佛將歷史的厚重感融入其中;或是打造彩色鍍層的絢麗效果,如同為產品披上五彩霞衣。這些創意鍍層效果極大地增加了文創產品的藝術魅力,使其在眾多商品中脫穎而出,成為消費者眼中的獨特存在。同時,也提升了產品的收藏價值,滿足了市場對個性化文創產品的強烈需求,為文創產業的蓬勃發展注入了新的活力運行超穩定,故障概率較低。
電鍍滾筒技術解析:
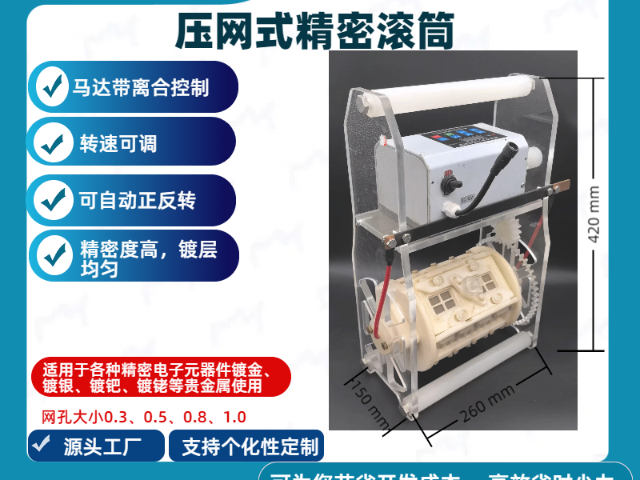
一、結構設計與工作原理
組件
筒體:材質多為PP或PVDF,壁厚8-12mm,直徑Φ300-Φ1200mm,長度L600-2000mm。
導電系統:內置銅質導電桿(截面積≥100mm2),表面鍍錫處理,接觸電阻<5mΩ。排水孔:孔徑Φ3-5mm,開孔率25-35%,排布方式影響溶液交換效率。密封裝置:采用氟橡膠O型圈,耐溫范圍-20℃~120℃,泄漏率<0.5L/h。工作參數轉速:常規6-12r/min,精密零件需0.5-3r/min可調。
裝載量:按體積計算,建議填充率≤60%,防止零件碰撞變形。
電流密度:根據零件表面積計算,通常1-5A/dm2,需配合陰極移動(行程50-100mm) 雙桶電鍍滾筒同步,高效精密,環保節能,鍍層均勻。廣西進口電鍍滾筒源頭廠家
占地空間小,安置靈活方便。廣西進口電鍍滾筒源頭廠家
滾筒開孔率在電鍍過程中的扮重要性
滾筒開孔率取值范圍通常在 20%-50% 之間,這一數值直接左右著電解液的交換效率與電流分布,進而對電鍍質量產生重要影響。
當開孔率處于較高水平(40%+)時,能極大地提升鍍層均勻性。在處理小零件,比如螺絲、墊片這類體積較小的物件時,高開孔率可使電解液充分循環,讓每個零件都能均勻地接觸鍍液,從而確保鍍層均勻一致。不過,為防止小零件漏出,需要配備細密濾網。相反,低開孔率(25% 以下)則更適合較大零件,像常見的五金件。較低的開孔率可減少電流過于集中導致的 “燒焦” 風險,保證零件表面鍍層質量。實驗數據有力地證明了開孔率與鍍層質量的緊密聯系。研究表明,開孔率每提升 10%,鍍層厚度差異能縮小 15%。但在實際應用中,需謹慎平衡開孔率與零件卡孔概率,只有找到兩者的比較好平衡點,才能充分發揮滾筒開孔率對電鍍質量的積極作用,實現高質量的電鍍生產。 廣西進口電鍍滾筒源頭廠家
- 天津真空機組成 2025-04-04
- 模塊化真空機實現除油或電鍍要求 2025-04-04
- 湖南真空機 2025-04-04
- 最小孔徑 真空機常見故障與檢修 2025-04-04
- 高速電鍍真空機使用步驟 2025-04-04
- 廣東真空機與負壓環境 2025-04-04
- 高壓脈沖真空機選型指南 2025-04-04
- 最小孔徑 真空機定制 2025-04-04
- 湖北真空機維護 2025-04-04
- 上海鍍層均勻性真空機 2025-04-04
- 蘭州實驗室設備配置 2025-04-04
- 九江等離子體發生器技術參數 2025-04-04
- 西藏工業防靜電聚氨酯輪廠家聯系方式 2025-04-04
- 浙江廢水處理壓濾機生產 2025-04-04
- 山西銷售儀器儀表訂做價格 2025-04-04
- 云南化工破碎機哪家好 2025-04-04
- 陜西特殊不銹鋼管收購價 2025-04-04
- 貴州吊艇架二手價格 2025-04-04
- 福州視覺檢測維修 2025-04-04
- 錫山區節能激光切割加工現貨 2025-04-04