自鎖螺母鎖緊原理是什么
自鎖螺母的鎖緊原理可通過結構形變與材料彈性雙重機制實現,以下是技術解析:
一、主要鎖緊原理
-
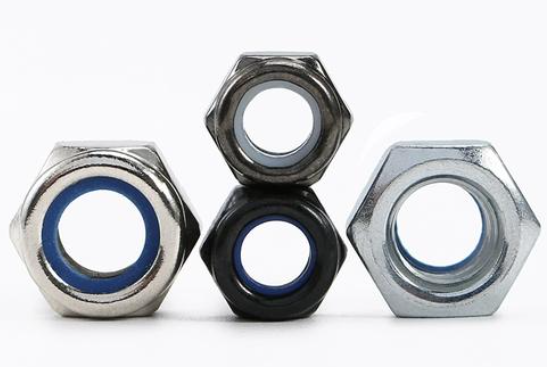
尼龍嵌件自鎖螺母
-
結構特征:螺母內圈嵌有尼龍66環形插件,厚度0.3-0.5mm。
-
鎖緊過程:
① 螺栓旋入時,尼龍環受擠壓變形(形變量達15-20%)。
② 變形后的尼龍填充螺紋間隙,形成徑向預緊力(≥30N·m)。
③ 振動環境下,尼龍與螺栓螺紋的摩擦系數提升至0.25(普通螺母只0.12)。 -
全金屬自鎖螺母(施必牢結構)
-
楔形螺紋設計:螺母螺紋一側有30°楔形斜面(普通螺紋為60°)。
-
鎖緊機制:
① 螺栓旋入時,楔形面迫使螺母螺紋產生彈性變形。
② 變形儲能達0.5-1.2J,形成反向鎖緊力矩(可達安裝扭矩的70%)。
③ 動態載荷下,楔形結構將橫向振動轉化為軸向壓緊力。
二、關鍵性能參數
| 性能指標 | 尼龍嵌件型 | 全金屬型 |
|---|---|---|
| 鎖緊力矩保持率 | ≥85% (500次振動) | ≥92% (500次振動) |
| 適用溫度范圍 | -50℃~+120℃ | -60℃~+300℃ |
| 重復使用次數 | 1次(建議) | 5-8次 |
| 鹽霧測試時長 | 240小時(無紅銹) | 500小時(無紅銹) |
三、典型應用場景
-
高振動環境:軌道交通(如列車轉向架螺栓,要求鎖緊力矩≥200N·m)。
-
高溫環境:航空發動機(全金屬螺母耐受300℃熱循環)。
-
精密裝配:醫療設備(尼龍型螺母振動位移≤0.1mm)。
四、選型技術規范
-
螺紋匹配原則:
-
粗牙螺紋(M10×1.5)優先選尼龍型(成本低30%)。
-
細牙螺紋(M10×1.25)必須用全金屬型(楔形效果更明顯)。
-
安裝扭矩控制:
-
尼龍型:安裝扭矩=標準扭矩×1.2(如M8螺母標準扭矩22N·m,實際需26.4N·m)。
-
全金屬型:安裝扭矩=標準扭矩×0.8(如M8螺母標準扭矩22N·m,實際需17.6N·m)。
五、失效模式分析
-
尼龍型失效:
-
現象:鎖緊力矩下降超50%。
-
原因:高溫導致尼龍碳化(超過150℃)。
-
解決方案:改用PEEK嵌件螺母(耐溫260℃)。
-
全金屬型失效:
-
現象:楔形面磨損導致鎖緊失效。
-
原因:硬質顆粒嵌入螺紋(如鑄鐵粉塵)。
-
解決方案:安裝時涂抹二硫化鉬潤滑劑(MoS?含量≥85%)。
上海錦瑞標準件配套有限公司提供全系列自鎖螺母定制服務,支持楔形角調整(25-35°)及嵌件材料替換(PTFE/PEEK)。如需技術方案,請聯系王經理15900845109
