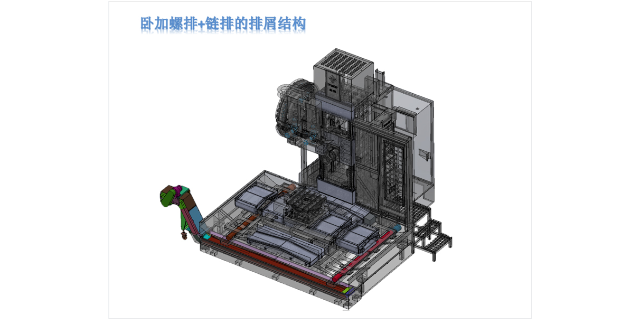
廣東模具臥式加工中心
臥式加工中心切削液的選擇原則——根據加工材料選擇:不同的加工材料對切削液的要求不同。例如,對于鋼件加工,可以選擇乳化液或油性切削液;對于鋁合金加工,可以選擇水性切削液;對于銅合金加工,可以選擇含有硫、氯等添加劑的切削液。根據加工方式選擇:不同的加工方式對切削液的要求也不同。例如,對于高速銑削,可以選擇低粘度的切削液;對于低速銑削,可以選擇高粘度的切削液;對于鉆孔加工,可以選擇含有極壓添加劑的切削液。根據刀具材料選擇:不同的刀具材料對切削液的適應性不同。例如,對于硬質合金刀具,可以選擇含有硫、氯等添加劑的切削液;對于高速鋼刀具,可以選擇含有抗磨劑的切削液。根據環境保護要求選擇:在選擇切削液時,還需要考慮環境保護要求。例如,對于有環保要求的場合,可以選擇無污染、低毒性的水性切削液。臥式加工中心的主軸通常采用高速電主軸,具有較高的轉速和較大的扭矩,能夠滿足各種加工需求。廣東模具臥式加工中心
自動化臥式加工中心采用計算機控制,可以實現精確的數值控制,避免了人為誤差對加工精度的影響。在傳統的立式加工中心中,操作人員需要手動調整刀具、工件坐標等參數,容易出現誤差。而在自動化臥式加工中心中,這些參數都是由計算機自動計算和調整的,減少了人為誤差的產生。自動化臥式加工中心可以實現自動上下料、自動測量、自動換刀等功能,減少了人工操作的需求。與傳統的立式加工中心相比,自動化臥式加工中心可以節省大量的人力資源,降低企業的人力成本。同時,自動化臥式加工中心的操作簡單,易于培訓,企業可以快速培養出一批熟練的操作人員,提高整體的生產效率。四川數控臥式加工中心高效臥式加工中心采用了先進的數控系統,實現了機床的高度自動化。
鉆削是臥式加工中心用于加工孔的一種切削方式。鉆削可以分為鉆孔、擴孔、鉸孔等。鉆孔:鉆孔是指用鉆頭在工件上加工出孔的過程。鉆孔的優點是加工精度高,適用于各種材料的加工。但是,鉆孔時產生的熱量較大,容易使工件變形,因此需要采取相應的措施來控制溫度。擴孔:擴孔是指在已經加工出的孔上進行進一步加工,以擴大孔徑的過程。擴孔的優點是可以提高孔的精度和表面質量。但是,擴孔時產生的熱量較大,容易使工件變形,因此需要采取相應的措施來控制溫度。鉸孔:鉸孔是指在已經加工出的孔上進行精加工,以提高孔的精度和表面質量的過程。鉸孔的優點是可以提高孔的精度和表面質量。但是,鉸孔時產生的熱量較小,容易使工件變形,因此需要采取相應的措施來控制溫度。
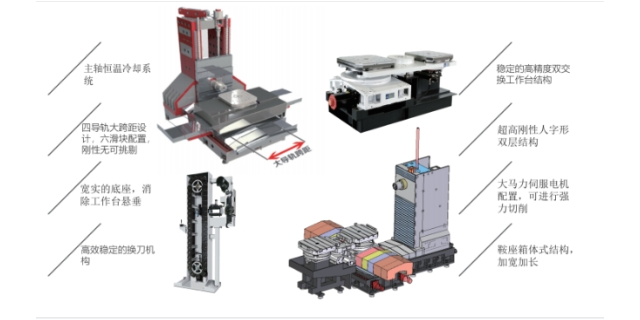
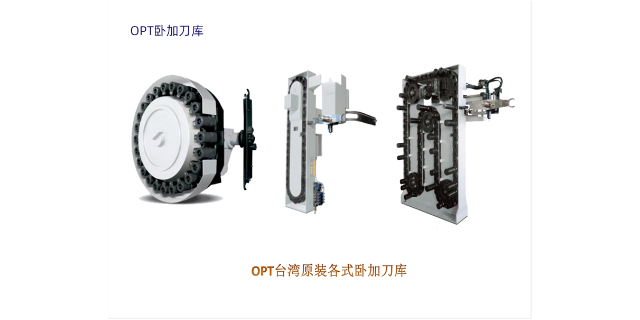
自動換刀系統是臥式加工中心的重要功能部件,用于實現刀具的自動更換。自動換刀系統通常由刀庫、換刀機械手、換刀驅動器等部件組成。當需要更換刀具時,換刀機械手會自動從刀庫中取出所需的刀具,并將其安裝在主軸上,從而實現快速、準確的換刀操作。數控系統是臥式加工中心的控制主要,負責對機床的各個部件進行精確控制。數控系統通常采用計算機數控(CNC)技術,可以實現多軸聯動控制、高速切削、復雜曲面加工等功能。數控系統的性能和穩定性直接影響到加工中心的加工精度和效率。冷卻系統是臥式加工中心的重要組成部分,用于對切削過程中產生的熱量進行冷卻和排放。冷卻系統通常包括冷卻液箱、冷卻泵、冷卻管路等部件。冷卻液可以有效地降低切削溫度,延長刀具壽命,提高加工質量。臥式加工中心可以完成各種復雜曲面、箱體、齒輪等零件的加工,提高零件的精度和表面質量。
鏜削是臥式加工中心用于加工圓柱形內孔的一種切削方式。鏜削可以分為粗鏜、半精鏜和精鏜等。粗鏜:粗鏜是指在工件上加工出初步的內孔的過程。粗鏜的優點是加工速度快,適用于大量生產的場合。但是,粗鏜時產生的熱量較大,容易使工件變形,因此需要采取相應的措施來控制溫度。半精鏜:半精鏜是指在粗鏜的基礎上進行進一步加工,以提高內孔的精度和表面質量的過程。半精鏜的優點是可以提高內孔的精度和表面質量。但是,半精鏜時產生的熱量較大,容易使工件變形,因此需要采取相應的措施來控制溫度。精鏜:精鏜是指在半精鏜的基礎上進行進一步加工,以提高內孔的精度和表面質量的過程。精鏜的優點是可以提高內孔的精度和表面質量。但是,精鏜時產生的熱量較小,容易使工件變形,因此需要采取相應的措施來控制溫度。臥式加工中心的主要結構包括床身、主軸箱、工作臺、導軌、刀庫和數控系統等。杭州雙工位臥式加工中心
臥式加工中心采用臥式布局,具有較大的工作臺面和較高的加工精度,能夠滿足各種加工需求。廣東模具臥式加工中心
臥式加工中心的主要切削方式有哪些?銑削是臥式加工中心較常用的切削方式之一,主要用于加工平面、曲面和槽等。銑削可以分為順銑和逆銑兩種方式。順銑:順銑是指刀具旋轉方向與工件進給方向相同的銑削方式。順銑的優點是切削力較小,工件表面質量好,刀具磨損較慢。但是,順銑時產生的熱量較大,容易使工件變形,因此需要采取相應的措施來控制溫度。逆銑:逆銑是指刀具旋轉方向與工件進給方向相反的銑削方式。逆銑的優點是切削力較大,有利于提高加工效率。但是,逆銑時產生的熱量較小,容易使工件表面質量變差,刀具磨損較快。廣東模具臥式加工中心
- 寧夏高精度立式加工中心 2025-03-05
- 長沙低成本立式加工中心 2025-03-05
- 甘肅五軸立式加工中心 2025-03-05
- 福州機床立式加工中心 2025-03-05
- 黑龍江大型立式加工中心 2025-03-05
- 銀川雙軸立式加工中心 2025-03-04
- 海口節能立式加工中心 2025-03-04
- 太原低成本立式加工中心 2025-03-04
- 哈爾濱高效立式加工中心 2025-03-04
- 上海零件立式加工中心 2025-03-04
- 河南不銹鋼去毛刺機多少錢 2025-03-25
- 山東生活垃圾步進料倉實力供應商 2025-03-25
- 螺紋排氣閥 2025-03-25
- 安徽連續電機定子中頻滴漆機咨詢報價 2025-03-25
- 海淀區多功能技術開發共同合作 2025-03-25
- 鎮江傳感器應用范圍 2025-03-25
- 高速劍桿提花織機經銷商 2025-03-25
- 山西大規模行星減速機作用 2025-03-25
- 北京專業T型轉向器廠家排名 2025-03-25
- 密封閘閥型號規格 2025-03-25