武漢高速臥式加工中心
臥式加工中心的操作注意事項——在操作過程中,應嚴格遵守安全操作規程,防止發生安全事故。在加工過程中,應注意觀察刀具的切削狀態,如有異常應立即停止加工。在更換刀具時,應注意刀具的長度和直徑是否符合加工要求,避免發生刀具碰撞或損壞的現象。在加工過程中,應注意保持機床的清潔和潤滑,避免因潤滑不足而發生機床故障。在加工過程中,應注意保持工件和夾具的清潔和穩定,避免因工件松動而影響加工質量。在加工過程中,應注意保持切削液的充足和清潔,避免因切削液不足或污染而影響加工效果。在加工過程中,應注意保持數控系統的正常運行,避免因數控系統故障而影響加工進度。在加工過程中,應注意保持機床的正常運行,避免因機床故障而影響生產進度。刀庫是臥式加工中心的刀具存儲部件,主要用于存放刀具。武漢高速臥式加工中心
鏜削是臥式加工中心用于加工圓柱形內孔的一種切削方式。鏜削可以分為粗鏜、半精鏜和精鏜等。粗鏜:粗鏜是指在工件上加工出初步的內孔的過程。粗鏜的優點是加工速度快,適用于大量生產的場合。但是,粗鏜時產生的熱量較大,容易使工件變形,因此需要采取相應的措施來控制溫度。半精鏜:半精鏜是指在粗鏜的基礎上進行進一步加工,以提高內孔的精度和表面質量的過程。半精鏜的優點是可以提高內孔的精度和表面質量。但是,半精鏜時產生的熱量較大,容易使工件變形,因此需要采取相應的措施來控制溫度。精鏜:精鏜是指在半精鏜的基礎上進行進一步加工,以提高內孔的精度和表面質量的過程。精鏜的優點是可以提高內孔的精度和表面質量。但是,精鏜時產生的熱量較小,容易使工件變形,因此需要采取相應的措施來控制溫度。銀川小型臥式加工中心高效臥式加工中心采用了先進的數控系統,實現了機床的高度自動化。

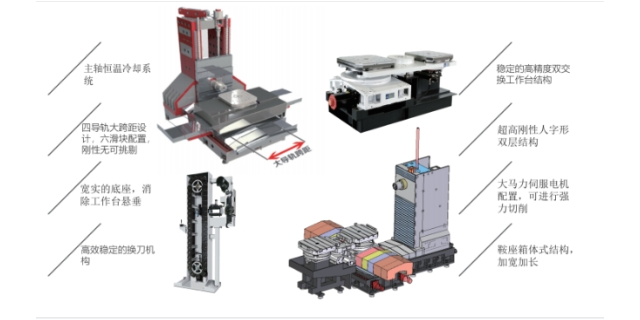
在臥式加工中心的切削過程中,由于刀具和工件的摩擦產生熱量,使得工件產生熱變形。熱變形會導致工件尺寸發生變化,影響加工精度。特別是在精密加工領域,熱變形對加工精度的影響尤為明顯。因此,對工件進行有效的冷卻是保證加工精度的關鍵。臥式加工中心的冷卻系統通過噴射冷卻液的方式,將切削區域產生的熱量迅速帶走,降低工件的溫度,從而減小熱變形對加工精度的影響。同時,冷卻液還可以潤滑工件表面,減少摩擦,降低切削力,進一步提高加工精度。
臥式加工中心的工作原理主要包括以下幾個步驟——工件裝夾:將工件和夾具安裝在工作臺上,確保工件的位置和夾緊力符合加工要求。刀具選擇和裝夾:根據加工要求選擇合適的刀具,并將其安裝在主軸上。數控編程:根據工件的幾何形狀和加工工藝,編寫數控程序。數控程序包括刀具路徑、切削參數、坐標系等指令。數控系統處理:數控系統對數控程序進行處理,生成相應的控制信號。伺服驅動:伺服電機根據數控系統的控制信號,驅動工作臺、主軸等部件進行運動。切削加工:刀具在主軸的帶動下,按照預定的刀具路徑進行切削加工。切削過程中,數控系統實時監控刀具的使用狀態和加工狀態,確保加工質量和安全。工件卸夾:加工完成后,將工件從工作臺上卸下,進行后續處理。臥式加工中心的潤滑系統采用封閉式設計,減少潤滑油的消耗和污染。
臥式加工中心采用模塊化設計,各個部件之間的連接簡單,便于拆卸和維修。此外,臥式加工中心的數控系統具有故障診斷功能,可以實時監測機床的工作狀態,及時發現和處理故障。通過這些技術手段,臥式加工中心的維護工作變得更加簡便,降低了維護成本。臥式加工中心在加工過程中,可以實現低能耗、低噪音、低排放的綠色生產。首先,臥式加工中心采用高效的電機和主軸,實現高速切削,降低能耗。其次,臥式加工中心的數控系統具有節能功能,可以根據實際加工需求調整機床的工作狀態,降低能耗。此外,臥式加工中心的潤滑系統采用封閉式設計,減少潤滑油的消耗和污染。通過這些技術手段,臥式加工中心實現了環保節能的生產目標。臥式加工中心的數控系統通常采用先進的CNC控制系統,可以實現對機床的全自動化控制。武漢高速臥式加工中心
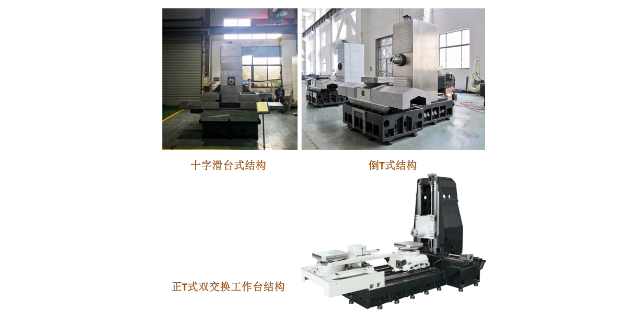
臥式加工中心采用臥式布局,具有較大的工作臺面和較高的加工精度,能夠滿足各種加工需求。武漢高速臥式加工中心
在臥式加工中心的切削過程中,由于刀具和工件的摩擦產生熱量,使得切削區域的溫度升高。過高的溫度會導致切削力增大,切削速度降低,從而影響加工效率。因此,對切削區域進行有效的冷卻是提高生產效率的關鍵。臥式加工中心的冷卻系統通過噴射冷卻液的方式,將切削區域產生的熱量迅速帶走,降低切削區域的溫度,從而減小切削力,提高切削速度,進一步提高生產效率。同時,冷卻液還可以潤滑刀具和工件表面,減少摩擦,降低切削力,進一步提高生產效率。武漢高速臥式加工中心
- 哈爾濱零件立式加工中心 2025-04-10
- 陜西高效率五軸聯動加工機 2025-04-10
- 廣州零件五軸聯動加工機 2025-04-10
- 貴州雙軸立式加工中心 2025-04-09
- 北京雙軸立式加工中心 2025-04-09
- 香港高速龍門加工中心 2025-04-09
- 西藏高精度立式加工中心 2025-04-09
- 江蘇三軸龍門加工中心 2025-04-09
- 長春雙主軸龍門加工中心 2025-04-09
- 江蘇重型立式加工中心 2025-04-09
- 天津手持清洗機批發 2025-05-02
- 河南水沖移動廁所怎么沖水 2025-05-02
- 廣東水冷型光學計量儀器報價 2025-05-02
- 廣東自動化CNC物聯管理平臺常用知識 2025-05-02
- 深圳彩煌熱電萬瓦激光功率傳感器OEM 2025-05-02
- 江蘇機械臥式螺帶混合機調試 2025-05-02
- 國產雕銑機價格 2025-05-02
- 無錫微型清洗機 2025-05-02
- 常州機械密封常見問題 2025-05-02
- 氮化鎵砂輪價格 2025-05-02