-
 宜興本地焊接夾具保養
宜興本地焊接夾具保養焊接系統的特點系統結構特點1. 機械裝置點焊機系統由機械裝置、供電裝置、控制裝置三大部分組成。點焊機為了適應焊接工藝要求,加壓機構(焊鉗)采用了雙行程快速氣壓傳動機構,通過切換行程控制手柄改變焊鉗開口度,可分為大開和小開來滿足焊接操作要求。通常狀態為焊鉗短行程...
2025-06-04 -
 常州購買電控夾具直銷價
常州購買電控夾具直銷價0、定位關系與載板螺絲放置(采用整體繪制完畢后對應的放置定位關系與載板螺絲這樣會省去先前后置不合理所移動重復性)。清潔由于治具連續使用,因此其表面會有些碎屑或污漬,故應及時清潔,以免污染產品或造成接觸不良等。1、清潔的方法:①定時或定次進行清潔;②用壓縮空氣吹...
2025-06-04 -
 徐州比較好的焊接夾具維保
徐州比較好的焊接夾具維保2、埋弧焊(自動焊):原理——電弧在焊劑層下燃燒。利用焊絲和焊件之間燃燒的電弧產生的熱量,熔化焊絲、焊劑和母材(焊件)而形成焊縫。屬渣保護。主要特點——焊接生產率高;焊縫質量好;焊接成本低;勞動條件好;難以在空間位置施焊;對焊件裝配質量要求高;不適合焊接薄板(...
2025-06-04 -
 常州本地電控夾具廠家電話
常州本地電控夾具廠家電話電永磁吸盤主要用途有:金屬切削加工、快速換模(注塑機、陶瓷干壓機)、磁力起重。金屬切削加工金屬切削加工包括車削、銑削、磨削、刨削、鉆削等,既適合普通機床應用,也適合加工中心應用,不需要改變機床原有結構。快速換模快速換模包括注塑機、陶瓷干壓機等。起重搬運對于單張...
2025-06-04 -
 無錫購買焊接夾具售價
無錫購買焊接夾具售價20世紀早期,隨著***次和第二次世界大戰開戰,對***器材廉價可靠的連接方法需求極大,故促進了焊接技術的發展。***,隨著焊接機器人在工業應用中的廣泛應用,研究人員仍在深入研究焊接的本質,繼續開發新的焊接方法,以進一步提高焊接質量。物理本質焊接是兩種或兩種以...
2025-06-04 -
 濱湖區直銷工裝夾具售價
濱湖區直銷工裝夾具售價1)能迅速而方便地裝備新產品的投產,以縮短生產準備周期,降低生產成本;2)能裝夾一組具有相似性特征的工件;3)能適用于精密加工的高精度機床夾具;4)能適用于各種現代化制造技術的新型機床夾具;5)采用以液壓站等為動力源的高效夾緊裝置,以進一步減輕勞動強度和提高勞...
2025-06-04 -
 蘇州國內車身夾具保養
蘇州國內車身夾具保養車身內部的通風、暖氣、冷氣以及空氣調節裝置是維持車內正常環境、保證駕駛員和乘客安全舒適的重要裝置。座椅也是車身內部重要裝置之 一。座椅由骨架、座墊、靠背和調節機構等組成。座墊和靠背應具有一定的彈性。調節機構可使座位前后或上下移動以及調節座墊和靠背的傾 斜角度。...
2025-06-03 -
新吳區本地焊接夾具銷售廠
電阻焊在19世紀的***十年間被開發出來,***份關于電阻焊的**是伊萊休·湯姆森于1885年申請的,他在接下來的15年中不斷地改進這一技術。鋁熱焊接和可燃氣焊接發明于1893年。埃德蒙·戴維于1836年發現了乙炔,到1900年左右,由于一種新型氣炬的出現,可...
2025-06-03 -
 無錫好的電控夾具維保
無錫好的電控夾具維保軟爪用于裝夾工件的部分比硬爪加長(10~15)mm,以備多次車削,并要對號裝配;車削軟爪的直徑與被裝夾工件直徑一致,或大或小,都不能保證裝夾精度。一般卡爪車削直徑比工件直徑大0.2mm左右,也即是被卡的工件直徑,要控制在一定公差范圍內;車削軟爪時,為了消除間隙...
2025-06-03 -
 南通購買工裝夾具廠家電話
南通購買工裝夾具廠家電話國際生產研究協會的統計表明,小批多品種生產的工件品種已占工件種類總數的85%左右。現***產要求企業所制造的產品品種經常更新換代,以適應市場的需求與競爭。然而,一般企業都仍習慣于大量采用傳統的**夾具,一般在具有中等生產能力的工廠里,約擁有數千甚至近萬套**夾...
2025-06-03 -
 宜興購買工裝夾具銷售廠
宜興購買工裝夾具銷售廠工裝,即工藝裝備:指制造過程中所用的各種工具的總稱。包括刀具/夾具/模具/量具/檢具/輔具/鉗工工具/工位器具等。工裝為其通用簡稱。工裝分為**工裝/通用工裝/標準工裝(類似于標準件)。夾具:顧名思義,用以裝夾工件(或引導刀具)的裝置。模具:用以限定生產對象的...
2025-06-03 -
宜興直銷電控夾具廠家電話
經濟、環保——達明電控永磁吸盤只是在充磁和消磁過程的1——2秒鐘內使用電能,工作中不使用任何能源而能產生安全、強勁、高效的力量,省除了傳統機械、液壓、氣壓夾具系統中的電、液、氣路及蓄能器的配置,避免油、氣的泄露及夾緊螺栓的疲勞損傷和由此帶來的不安全隱患,同時節...
2025-06-03 -
 蘇州比較好的焊接夾具保養
蘇州比較好的焊接夾具保養也成為現代焊接工藝的發展開端。在此期間,美國的諾布爾利用電弧電壓控制焊條送給速度,制成自動電弧焊機,從而成為焊接機械化、自動化的開端。1930年美國的羅賓諾夫發明使用焊絲和焊劑的埋弧焊,焊接機械化得到進一步發展。40年代,為適應鋁、鎂合金和合金鋼焊接的需要,鎢...
2025-06-03 -
 新吳區國內工裝夾具售價
新吳區國內工裝夾具售價治具設計,沿于中國臺灣的叫法,又叫工裝夾具與檢具設計。治具又分工裝治具、檢測治具兩種,前者用于機械加工、焊接加工、裝配等工藝便于加工、滿足精度的需要而設計的一種工裝夾具;后者為檢測使用,因為有些機械尺寸不便于測量,因其形狀復雜,我們只好設計專門的檢測塊或者檢測...
2025-06-03 -
 濱湖區銷售工裝夾具銷售廠
濱湖區銷售工裝夾具銷售廠安全性:夾具的設計應確保操作過程中的安全,防止工件在加工過程中發生意外。經濟性:在保證質量和性能的前提下,盡量降低夾具的制造成本。四、工裝夾具的應用領域工裝夾具廣泛應用于各個工業領域,包括但不限于:機械制造:在車、銑、磨等加工過程中,工裝夾具用于固定和定位工件...
2025-06-02 -
常州國內電控夾具哪家好
電控夾具是一種在工業自動化和機械加工領域廣泛應用的設備組件,它通過電氣控制實現對工件的夾持和定位。以下是對電控夾具的詳細介紹:一、定義與功能電控夾具是一種利用電力驅動或控制的夾具,能夠根據預設的程序或指令自動調整夾持力、位置和角度,從而實現對工件的精確夾持和定...
2025-06-02 -
錫山區比較好的電控夾具工廠直銷
從卡盤爪數上可以分為:兩爪卡盤,三爪卡盤,四爪卡盤,六爪卡盤和特殊卡盤。從使用動力上可以分為:手動卡盤,氣動卡盤,液壓卡盤,電動卡盤和機械卡盤。從結構上可以分為:中空卡盤和中實卡盤。三爪卡盤用伏打扳手旋轉錐齒輪,錐齒輪帶動平面矩形螺紋,然后帶動三爪向心運動,因...
2025-06-02 -
南通國內電控夾具銷售廠
圓形電永磁吸盤中的電控永磁吸盤是用電脈沖“開和關”磁力的新型磁力吸盤。吸盤在吸持工件進行加工過程中,十分安全可靠。在用磁力吸持工件后,吸盤就會無限期地保持磁性吸力。“開和關”所需時間少于1秒鐘,電脈沖消耗能量極少,吸盤不會產生熱變形,電永磁吸盤沒有類似普通永磁...
2025-06-02 -
 錫山區安裝電控夾具廠家電話
錫山區安裝電控夾具廠家電話從卡盤爪數上可以分為:兩爪卡盤,三爪卡盤,四爪卡盤,六爪卡盤和特殊卡盤。從使用動力上可以分為:手動卡盤,氣動卡盤,液壓卡盤,電動卡盤和機械卡盤。從結構上可以分為:中空卡盤和中實卡盤。三爪卡盤用伏打扳手旋轉錐齒輪,錐齒輪帶動平面矩形螺紋,然后帶動三爪向心運動,因...
2025-06-02 -
 江陰國內車身夾具直銷價
江陰國內車身夾具直銷價二、承載式車身承載式車身的汽車沒有剛性車架,只是加強了車頭、側圍、車尾、底板等部位,發動機、前后懸架、傳動系統的一部分等總成部件裝配在車身上設計要求的位置,車身負載通過懸架裝置傳給車輪。承載式車身除了其固有的乘載功能外,還要直接承受各種負荷力的作用。承載式車身...
2025-06-02 -
宜興本地工裝夾具保養
智能定位與調整:利用機器視覺和傳感器技術,實現工件的自動識別和精確定位,減少人工干預。狀態監測與維護:通過物聯網技術,實時監控夾具的磨損情況和工作狀態,預測維護需求,避免非計劃停機。柔性生產線適配:模塊化、可重構的夾具設計,能夠快速適應不同產品的生產需求,提高...
2025-06-02 -
江蘇好的工裝夾具銷售廠
夾具又稱卡具。從廣義上說,在工藝過程中的任何工序,用來迅速、方便、安全地安裝工件的裝置,都可稱為夾具。例如焊接夾具、檢驗夾具、裝配夾具、機床夾具等。其中機床夾具**為常見,常簡稱為夾具。在機床上加工工件時,為使工件的表面能達到圖紙規定的尺寸、幾何形狀以及與其他...
2025-06-02 -
常州好的工裝夾具廠家電話
按夾緊分類機床夾具根據夾具所采用的夾緊動力源不同,可分為:手動夾具、氣動夾具、液壓夾具、氣液夾具、電動夾具、磁力夾具、真空夾具等。1、能穩定地保證工件的加工精度用夾具裝夾工件時,工件相對于刀具及機床的位置精度由夾具保證,不受工人技術水平的影響,使一批工件的加工...
2025-06-02 -
 常州好的車身夾具銷售廠
常州好的車身夾具銷售廠T形和十字形接頭也是凸焊常用的接頭形式。車身焊接中凸焊工藝要用來焊接螺栓、螺母等緊固件,為了防止點焊時電流的分流,一些對焊接強度要求高的小件也多采用凸焊工藝焊接。以電弧為能源的焊接方法。由于電弧焊對工件的熱輸入較大,容易造成被焊零件的變形,所以車身生產中一股采...
2025-06-02 -
江蘇安裝焊接夾具直銷價
19世紀末之前,***的焊接工藝是鐵匠沿用了數百年的金屬鍛焊。**早的現代焊接技術出現在19世紀末,先是弧焊和氧燃氣焊,稍后出現了電阻焊。20世紀早期,***次世界大戰和第二次世界大戰中對***設備的需求量很大,與之相應的廉價可靠的金屬連接工藝受到重視,進而促...
2025-06-02 -
錫山區哪里有車身夾具工廠直銷
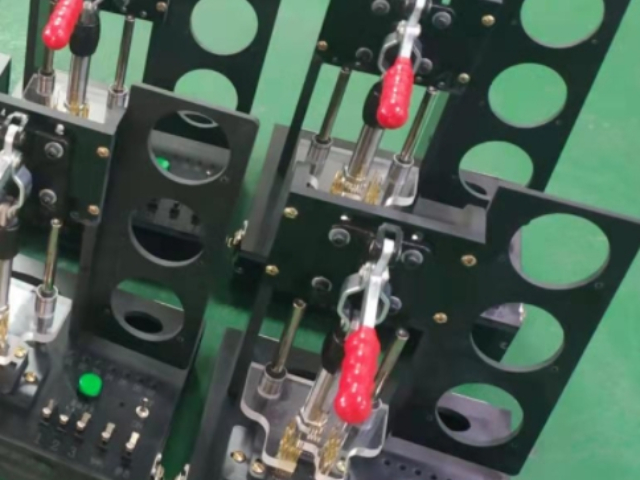
(2)點固焊后,松開快撤式螺旋夾緊器件,拔出插銷,取下進行焊接;(3)將焊件再放置于夾具體上,由擋銷、擋板將焊件定位,由螺旋夾緊器夾緊焊件;之后將螺母M6和喇叭支座的組件放置焊件之上并由螺旋夾緊機構上的錐頭銷釘和螺旋夾緊機構的壓板上的開的凹槽來定位由螺旋夾緊機...
2025-06-02 -
江蘇安裝工裝夾具直銷價
工位器具的設計與改進,是企業**發展的要求,一個好的作業現場離不開好的工位器具,一個合理、適應、功能齊全的工位器具是一個好的作業環境所必需的物質條件,必要的物質條件必然會帶來一個好的作業環境。因此工位器具設計與改進應遵守以下幾個原則。1、設計者應經常深入現場調...
2025-06-02 -
南京好的電控夾具工廠直銷
提高生產效率:電控夾具的自動化操作**縮短了生產周期,提高了整體生產效率。降低人力成本:通過自動化夾持,減少了對人工的依賴,降低了人力成本。提升產品質量:精確的夾持和定位確保了加工過程中的高精度,提升了產品的一致性和質量。靈活性強:可根據不同的生產需求進行快速...
2025-06-02 -
常州比較好的工裝夾具銷售廠
(4)柔性化 機床夾具的柔性化與機床的柔性化相似,它是指機床夾具通過調整、組合等方式,以適應工藝可變因素的能力。工藝的可變因素主要有:工序特征、生產批量、工件的形狀和尺寸等。具有柔性化特征的新型夾具種類主要有:組合夾具、通用可調夾具、成組夾具、模塊化夾具、數控...
2025-06-02 -
錫山區本地車身夾具保養
裝配焊接是在金屬結構制造中是兩個相互聯系又有各自加工內容的制造工藝。一般來講,裝配是將加工好的零件,采用適當方法,按照產品圖樣的要求組裝成產品結構的工藝過程,而焊接則是將已裝配好的結構,用規定的焊接方法和焊接工藝,牢固連接成一個整體的工藝過程:對于一些比較復雜...
2025-06-02