-
 深圳智能力控打磨來(lái)電咨詢(xún)
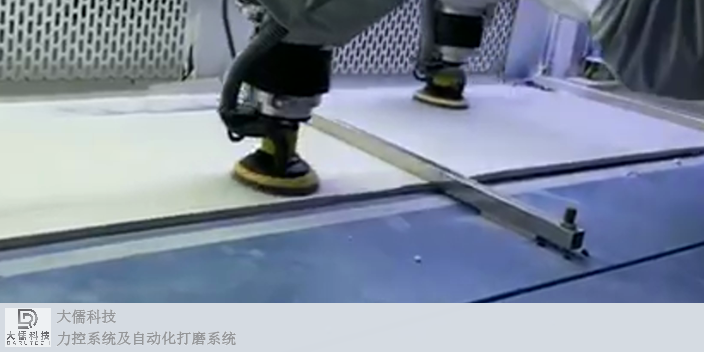
深圳智能力控打磨來(lái)電咨詢(xún)對(duì)于石材表面的平整要求也越來(lái)越高,需要對(duì)石材表面進(jìn)行打磨拋光,實(shí)現(xiàn)平面光滑整潔,而現(xiàn)有的打磨操作一般需要工人使用打磨工具對(duì)石材表面一點(diǎn)點(diǎn)打磨拋光,這種打磨方式耗時(shí)耗力,打磨的效率不高,對(duì)工人的勞動(dòng)強(qiáng)度也大,加大了人工成本。針對(duì)這些問(wèn)題,安裝了DFC智能力控打磨...
2025-05-17 -
 銷(xiāo)售柔性打磨詳情
銷(xiāo)售柔性打磨詳情在木門(mén)、衣柜廚柜門(mén)等表面雕琢后需要進(jìn)行打磨,從而使后續(xù)的上油漆過(guò)程中節(jié)省油漆同時(shí)提高油漆的均勻性,現(xiàn)有技術(shù)主要是通過(guò)人工拿砂紙來(lái)回摩擦實(shí)現(xiàn),其不但費(fèi)時(shí)費(fèi)力,而且由于人工的力度在各個(gè)階段可能各不相同,從而也會(huì)影響打磨的質(zhì)量,故而也會(huì)影響打磨的效果及效率,難以滿(mǎn)足...
2025-05-17 -
 洛陽(yáng)什么是力控打磨歡迎選購(gòu)
洛陽(yáng)什么是力控打磨歡迎選購(gòu)因六關(guān)節(jié)機(jī)器人在定位精度、運(yùn)動(dòng)耦合方面表現(xiàn)出極大的優(yōu)勢(shì),且工作空間大、工件易于夾持,其在自動(dòng)化打磨應(yīng)用中,包括拋光、打磨、去毛刺等方面的應(yīng)用越來(lái)越普遍,但同時(shí)也面臨許多挑戰(zhàn):1)打磨過(guò)程是一個(gè)復(fù)雜的工藝過(guò)程,對(duì)其機(jī)理的研究還不夠深入,使得自由曲面的打磨加工成為...
2025-05-17 -
 北京直銷(xiāo)力控打磨供應(yīng)商
北京直銷(xiāo)力控打磨供應(yīng)商加工后的工件往往前后品質(zhì)不一,公差各不相同,難以得到安定的工藝效用。關(guān)于繁雜結(jié)構(gòu)的鑄件、毛刺散布分散的鑄件也能對(duì)應(yīng)。而且機(jī)器人具可編程性,新的產(chǎn)品導(dǎo)入只需要改換工裝治具,次序切換就能完成。這使裝置具更高的柔性化,更適當(dāng)目前企業(yè)的需要。同機(jī)遇器人去毛刺的方案能增...
2025-05-17 -
廣州官方力控打磨研磨
大儒科技的DFC智能力控打磨力控打磨具有以下優(yōu)點(diǎn)1.全數(shù)字化控制:采用全數(shù)字化控制,可以實(shí)現(xiàn)高精度的數(shù)據(jù)采集和控制,使系統(tǒng)具有更高的打磨精度和穩(wěn)定性2.多元化傳感技術(shù):系統(tǒng)采用多種傳感技術(shù),例如負(fù)荷傳感器、視覺(jué)傳感器、壓電陶瓷傳感器等,能夠準(zhǔn)確地感知加工狀態(tài)和...
2025-05-17 -
廈門(mén)精密力控打磨控制系統(tǒng)
受到限制。DFC智能力控打磨力控打磨幫助企業(yè)現(xiàn)有設(shè)備實(shí)現(xiàn)柔性的自動(dòng)化批量產(chǎn)生。充分利用客戶(hù)現(xiàn)有設(shè)備,安裝打磨力控打磨的力控打磨設(shè)備,操作便捷,其不但可以有效且快速的實(shí)現(xiàn)門(mén)板的打磨操作,而且整體打磨操作中力度相同,從而有利于提高打磨的效率與打磨的質(zhì)量,并且可以實(shí)...
2025-05-17 -
 深圳官方力控打磨現(xiàn)價(jià)
深圳官方力控打磨現(xiàn)價(jià)現(xiàn)有技術(shù)主要是通過(guò)拿砂紙來(lái)回摩擦實(shí)現(xiàn),其不但費(fèi)時(shí)費(fèi)力,而且由于人工的力度在各個(gè)階段可能各不相同,從而也會(huì)影響打磨的質(zhì)量,故而也會(huì)影響打磨的效果及效率,難以滿(mǎn)足后續(xù)加工操作,故而適用性和實(shí)用性受到限制。DFC智能力控打磨力控打磨幫助企業(yè)現(xiàn)有設(shè)備實(shí)現(xiàn)柔性的自動(dòng)化批...
2025-05-17 -
 浙江力控打磨歡迎咨詢(xún)
浙江力控打磨歡迎咨詢(xún)打磨拋光是一種表面改性的工藝技術(shù),應(yīng)用非常廣。常規(guī)的打磨方案采用人工打磨,生產(chǎn)效率低,工作周期長(zhǎng),而且精度不高,產(chǎn)品均一性差。尤其是打磨現(xiàn)場(chǎng)的噪聲和粉塵污染對(duì)工人的傷害特別大。基于力控的打磨拋光機(jī)器人能夠?qū)崿F(xiàn)高效率、高質(zhì)量的自動(dòng)化打磨,是替代人工打磨的行之有效...
2025-05-16 -
北京本地力控打磨歡迎咨詢(xún)
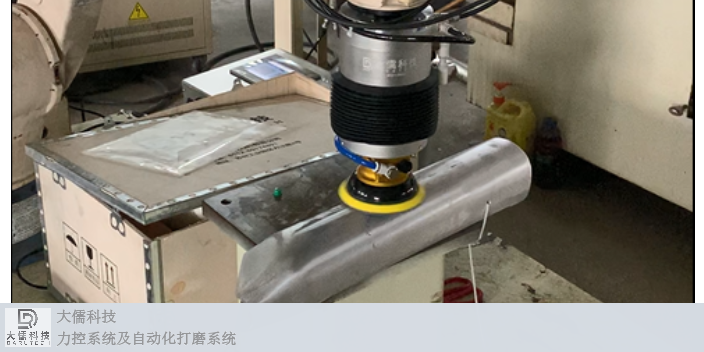
金屬加工工序中,激光焊接后的焊縫,因?yàn)榻饘俚男巫儭⒑缚p的高差及治具定位公差等原因,使的焊縫打磨變得難以實(shí)現(xiàn)自動(dòng)化打磨。常見(jiàn)的焊縫打磨包括:平面焊縫余高打磨、曲面焊縫余高打磨、不規(guī)則焊縫打磨、焊縫打磨后表面拋光等。對(duì)于前兩種焊縫余高量的去除,通常集成激光測(cè)距儀實(shí)...
2025-05-16 -
 安徽什么是力控打磨歡迎咨詢(xún)
安徽什么是力控打磨歡迎咨詢(xún)而且由于人工的力度在各個(gè)階段可能各不相同,從而也會(huì)影響打磨的質(zhì)量,故而也會(huì)影響打磨的效果及效率,難以滿(mǎn)足后續(xù)加工操作,故而適用性和實(shí)用性受到限制。DFC智能力控打磨力控打磨幫助企業(yè)現(xiàn)有設(shè)備實(shí)現(xiàn)柔性的自動(dòng)化批量產(chǎn)生。充分利用客戶(hù)現(xiàn)有設(shè)備,安裝打磨力控打磨的力控打...
2025-05-16 -
 洛陽(yáng)品質(zhì)力控打磨供應(yīng)商
洛陽(yáng)品質(zhì)力控打磨供應(yīng)商保證了打磨力的均衡柔性輸出,高精度力控制,不但可以解決打磨行業(yè)自動(dòng)化實(shí)現(xiàn)難的痛點(diǎn),又保證了批量工件的打磨效果的均勻性和一致性;打磨過(guò)程中的高頻率振動(dòng)對(duì)打磨機(jī)、機(jī)械手連接部分有不可逆的損傷,包括精度降低、關(guān)節(jié)損壞等,智能力控打磨控制系統(tǒng)對(duì)打磨力的控制,有效實(shí)現(xiàn)吸...
2025-05-16 -
安徽智能力控打磨
關(guān)于車(chē)輛焊縫自動(dòng)打磨技術(shù)主要是針對(duì)車(chē)輛的梁體焊縫、車(chē)頂焊縫、汽車(chē)保險(xiǎn)杠焊縫、車(chē)門(mén)焊縫等構(gòu)建的自動(dòng)打磨。比如為滿(mǎn)足車(chē)廂后續(xù)噴涂底漆、面漆,保證漆面均勻性的工藝要求,需將車(chē)廂板面間焊縫打磨的表面光滑均勻,并盡量減小板面打磨變形。焊縫打磨過(guò)程中的難點(diǎn)主要是焊縫高低不...
2025-05-16 -
 廈門(mén)品質(zhì)力控打磨歡迎選購(gòu)
廈門(mén)品質(zhì)力控打磨歡迎選購(gòu)因六關(guān)節(jié)機(jī)器人在定位精度、運(yùn)動(dòng)耦合方面表現(xiàn)出極大的優(yōu)勢(shì),且工作空間大、工件易于夾持,其在自動(dòng)化打磨應(yīng)用中,包括拋光、打磨、去毛刺等方面的應(yīng)用越來(lái)越普遍,但同時(shí)也面臨許多挑戰(zhàn):1)打磨過(guò)程是一個(gè)復(fù)雜的工藝過(guò)程,對(duì)其機(jī)理的研究還不夠深入,使得自由曲面的打磨加工成為...
2025-05-16 -
廣州精密力控打磨詳情
大儒科技基于對(duì)研磨工藝和打磨拋光應(yīng)用場(chǎng)景的深刻理解,研發(fā)設(shè)計(jì)了DFC智能力控打磨拋光力控打磨,幫助企業(yè)實(shí)現(xiàn)自動(dòng)化打磨,并取得更好的一致性和均勻性效果,提升良率,降本增效;智能力控打磨解決方案以人為引導(dǎo)主體,以力控打磨為工具,以基于打磨工藝的控制算法和運(yùn)動(dòng)規(guī)劃及...
2025-05-16 -
 韶關(guān)官方力控打磨
韶關(guān)官方力控打磨受到限制。DFC智能力控打磨力控打磨幫助企業(yè)現(xiàn)有設(shè)備實(shí)現(xiàn)柔性的自動(dòng)化批量產(chǎn)生。充分利用客戶(hù)現(xiàn)有設(shè)備,安裝打磨力控打磨的力控打磨設(shè)備,操作便捷,其不但可以有效且快速的實(shí)現(xiàn)門(mén)板的打磨操作,而且整體打磨操作中力度相同,從而有利于提高打磨的效率與打磨的質(zhì)量,并且可以實(shí)...
2025-05-16 -
江蘇什么是力控打磨供應(yīng)商
從而使后續(xù)的上油漆過(guò)程中節(jié)省油漆同時(shí)提高油漆的均勻性,現(xiàn)有技術(shù)主要是通過(guò)人工拿砂紙來(lái)回摩擦實(shí)現(xiàn),其不但費(fèi)時(shí)費(fèi)力,而且由于人工的力度在各個(gè)階段可能各不相同,從而也會(huì)影響打磨的質(zhì)量,故而也會(huì)影響打磨的效果及效率,難以滿(mǎn)足后續(xù)加工操作,故而適用性和實(shí)用性受到限制。D...
2025-05-16 -
江蘇銷(xiāo)售力控打磨共同合作
打磨拋光是一種表面改性的工藝技術(shù),應(yīng)用非常廣。常規(guī)的打磨方案采用人工打磨,生產(chǎn)效率低,工作周期長(zhǎng),而且精度不高,產(chǎn)品均一性差。尤其是打磨現(xiàn)場(chǎng)的噪聲和粉塵污染對(duì)工人的傷害特別大。基于力控的打磨拋光機(jī)器人能夠?qū)崿F(xiàn)高效率、高質(zhì)量的自動(dòng)化打磨,是替代人工打磨的行之有效...
2025-05-16 -
安徽直銷(xiāo)力控打磨歡迎咨詢(xún)
其特征在于:所述的工作臺(tái)(1)沿其周邊設(shè)有框架(1-1),工作臺(tái)(1)上部的框架(1-1)兩側(cè)及后部設(shè)有可移動(dòng)的透明有機(jī)玻璃板(1-2),框架(1-1)前部的兩立柱上安裝有光柵(1-3),工作臺(tái)(1)下部的框架(1-1)四周設(shè)有側(cè)板(1-5),且工作臺(tái)(1)下...
2025-05-16 -
 成都什么是力控打磨操作簡(jiǎn)單
成都什么是力控打磨操作簡(jiǎn)單金屬加工工序中,激光焊接后的焊縫,因?yàn)榻饘俚男巫儭⒑缚p的高差及治具定位公差等原因,使的焊縫打磨變得難以實(shí)現(xiàn)自動(dòng)化打磨。常見(jiàn)的焊縫打磨包括:平面焊縫余高打磨、曲面焊縫余高打磨、不規(guī)則焊縫打磨、焊縫打磨后表面拋光等。對(duì)于前兩種焊縫余高量的去除,通常集成激光測(cè)距儀實(shí)...
2025-05-16 -
 鄭州力控打磨共同合作
鄭州力控打磨共同合作鑄件去毛刺去毛刺機(jī)器人工作分為接觸性和非接觸性?xún)深?lèi)。非接觸性作業(yè)如噴涂和弧焊,這類(lèi)機(jī)器人對(duì)軌跡位置控制精度的要求不高,但對(duì)于接觸式作業(yè),比如裝配、打磨,如果還是按照傳統(tǒng)的位置控制的話(huà),就會(huì)出現(xiàn)偏差,導(dǎo)致容易導(dǎo)致過(guò)磨削或欠磨削。由此,我們不得不提到柔順控制,柔順...
2025-05-16 -
廣州什么是力控打磨
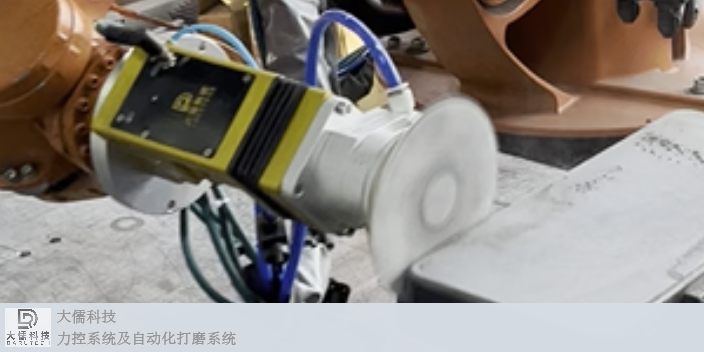
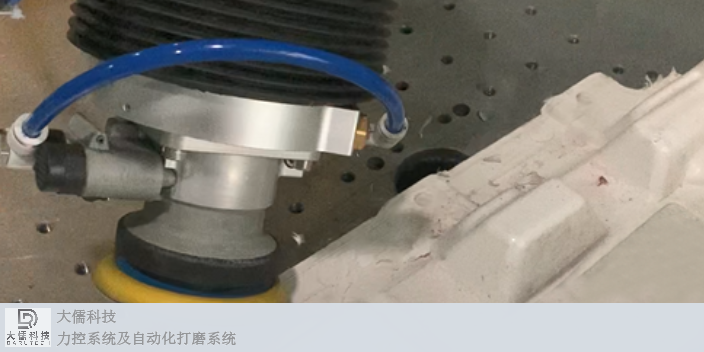
為保證打磨拋光效果得到有效保證,使用DFC智能力控打磨力控打磨來(lái)實(shí)現(xiàn)批量打磨。在DFC力控打磨執(zhí)行器末端安裝上客戶(hù)原有的打磨拋光工具即可實(shí)現(xiàn)力控打磨的柔性執(zhí)行。例如在DFC力控打磨末端安裝角磨機(jī)實(shí)現(xiàn)焊縫打磨或者焊渣清理。可以根據(jù)需要安裝千葉片或著不銹鋼碗刷;安...
2025-05-16 -
廣州本地力控打磨現(xiàn)價(jià)
而對(duì)于石材表面的平整要求也越來(lái)越高,需要對(duì)石材表面進(jìn)行打磨拋光,實(shí)現(xiàn)平面光滑整潔,而現(xiàn)有的打磨操作一般需要工人使用打磨工具對(duì)石材表面一點(diǎn)點(diǎn)打磨拋光,這種打磨方式耗時(shí)耗力,打磨的效率不高,對(duì)工人的勞動(dòng)強(qiáng)度也大,加大了人工成本。針對(duì)這些問(wèn)題,安裝了DFC智能力控打...
2025-05-15 -
唐山本地力控打磨歡迎咨詢(xún)
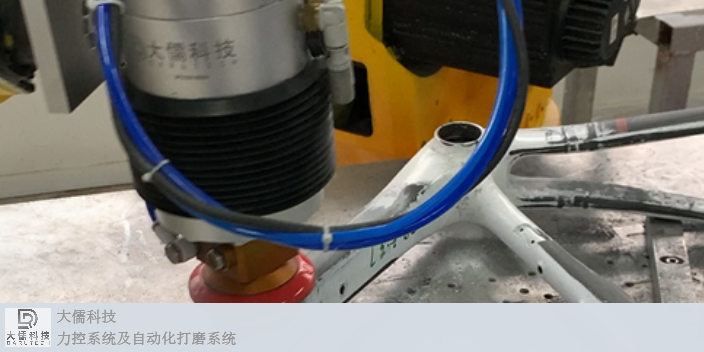
智能力控打磨力控打磨采用自適應(yīng)的接觸力柔性控制方式,運(yùn)用控制算法來(lái)驅(qū)動(dòng)磨頭運(yùn)動(dòng),柔性工件易損自動(dòng)補(bǔ)償,利用激光傳感器識(shí)別來(lái)料焊縫高度,實(shí)現(xiàn)打磨均勻、可控,安全性好,投資回報(bào)率快。解決問(wèn)題:傳統(tǒng)的人工打磨生產(chǎn)線(xiàn)效率低,打磨質(zhì)量與工人手法密切相關(guān),產(chǎn)品打磨效果一致...
2025-05-15 -
廈門(mén)精密力控打磨哪里買(mǎi)
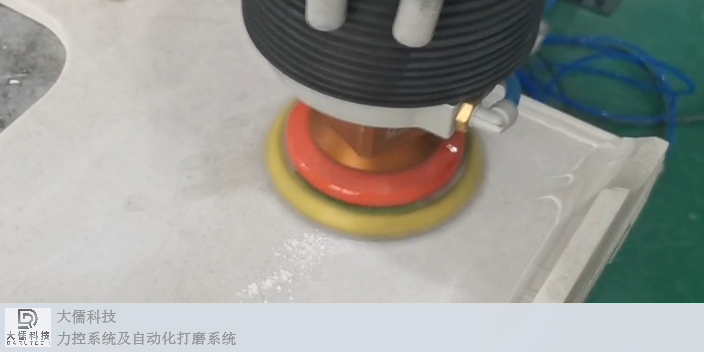
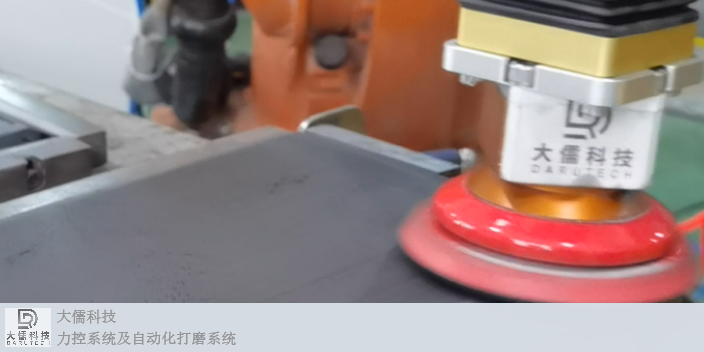
針對(duì)薄壁件的自動(dòng)打磨問(wèn)題,安裝使用智能打磨力控打磨是簡(jiǎn)單有效的恒力打磨加工方法。通過(guò)在KUKA工業(yè)機(jī)器人末端的氣動(dòng)柔順力的控制功能使得打磨工具始終壓緊被加工表面,且壓力大小保持恒定,根據(jù)規(guī)劃路徑調(diào)整機(jī)器人的末端位姿,同時(shí)按照設(shè)定參數(shù)自動(dòng)更換砂紙等耗材,進(jìn)一步保...
2025-05-15 -
 成都什么是力控打磨研磨
成都什么是力控打磨研磨在電子電器、通信、汽車(chē)工業(yè)、醫(yī)療器械等領(lǐng)域應(yīng)用較多,例如在電腦機(jī)箱、手機(jī)、mp3中,鈑金是必不可少的組成部分,鈑金件的設(shè)計(jì)變成了產(chǎn)品開(kāi)發(fā)過(guò)程中很重要的一環(huán),在對(duì)鈑金進(jìn)行打磨過(guò)程中,會(huì)產(chǎn)生大量的細(xì)塵飛揚(yáng),這些細(xì)塵飛揚(yáng)嚴(yán)重影響工作環(huán)境,而且細(xì)塵容易被吸入工作者的身...
2025-05-15 -
江蘇智能力控打磨現(xiàn)價(jià)
從而使后續(xù)的上油漆過(guò)程中節(jié)省油漆同時(shí)提高油漆的均勻性,現(xiàn)有技術(shù)主要是通過(guò)人工拿砂紙來(lái)回摩擦實(shí)現(xiàn),其不但費(fèi)時(shí)費(fèi)力,而且由于人工的力度在各個(gè)階段可能各不相同,從而也會(huì)影響打磨的質(zhì)量,故而也會(huì)影響打磨的效果及效率,難以滿(mǎn)足后續(xù)加工操作,故而適用性和實(shí)用性受到限制。D...
2025-05-15 -
廣州銷(xiāo)售力控打磨詳情
為保證打磨拋光效果得到有效保證,使用DFC智能力控打磨力控打磨來(lái)實(shí)現(xiàn)批量打磨。在DFC力控打磨執(zhí)行器末端安裝上客戶(hù)原有的打磨拋光工具即可實(shí)現(xiàn)力控打磨的柔性執(zhí)行。例如在DFC力控打磨末端安裝角磨機(jī)實(shí)現(xiàn)焊縫打磨或者焊渣清理。可以根據(jù)需要安裝千葉片或著不銹鋼碗刷;安...
2025-05-15 -
唐山本地力控打磨答疑解惑
從而使后續(xù)的上油漆過(guò)程中節(jié)省油漆同時(shí)提高油漆的均勻性,現(xiàn)有技術(shù)主要是通過(guò)人工拿砂紙來(lái)回摩擦實(shí)現(xiàn),其不但費(fèi)時(shí)費(fèi)力,而且由于人工的力度在各個(gè)階段可能各不相同,從而也會(huì)影響打磨的質(zhì)量,故而也會(huì)影響打磨的效果及效率,難以滿(mǎn)足后續(xù)加工操作,故而適用性和實(shí)用性受到限制。D...
2025-05-15 -
 唐山本地力控打磨
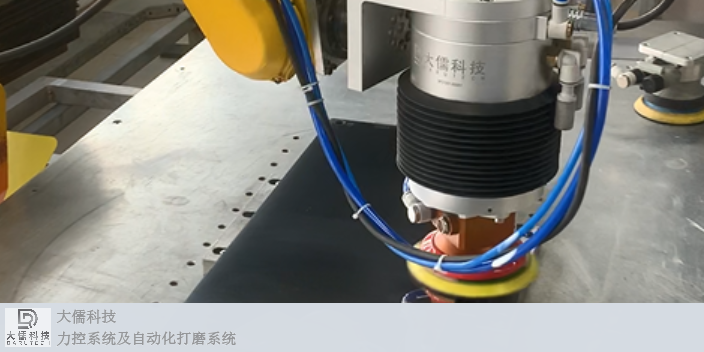
唐山本地力控打磨DFC力控打磨是用于自動(dòng)化打磨拋光領(lǐng)域的力控制執(zhí)行系統(tǒng)。安裝于需要實(shí)現(xiàn)柔性智能打磨功能的設(shè)備末端,比如機(jī)器人手臂,直接執(zhí)行打磨的預(yù)設(shè)指令,機(jī)器人負(fù)責(zé)路徑的執(zhí)行。力控打磨功能:1.柔性控制:在打磨機(jī)接觸工作的瞬間,以及運(yùn)行過(guò)程中,力控打磨以柔性浮動(dòng)方式,主動(dòng)適應(yīng)...
2025-05-15 -
 安徽本地力控打磨現(xiàn)價(jià)
安徽本地力控打磨現(xiàn)價(jià)保證了打磨力的均衡柔性輸出,高精度力控制,不但可以解決打磨行業(yè)自動(dòng)化實(shí)現(xiàn)難的痛點(diǎn),又保證了批量工件的打磨效果的均勻性和一致性;打磨過(guò)程中的高頻率振動(dòng)對(duì)打磨機(jī)、機(jī)械手連接部分有不可逆的損傷,包括精度降低、關(guān)節(jié)損壞等,智能力控打磨控制系統(tǒng)對(duì)打磨力的控制,有效實(shí)現(xiàn)吸...
2025-05-15