安徽呼吸機面罩液態硅膠包膠成型加工廠
液態硅膠注塑包膠工藝是一種將液態硅膠通過特定工藝包覆在預制的基材(如塑料、五金、玻璃等)表面,形成緊密貼合的硅膠層的加工方法。這種工藝結合了硅膠的柔軟性、耐高低溫、耐腐蝕性以及基材(如塑料)的**度、高透明度等優點,廣泛應用于電子產品、汽車零部件、醫療器械和日常用品等領域。液態硅膠包膠成型工藝以其獨特的優勢和廣泛的應用領域,在現代制造業中發揮著越來越重要的作用。液態硅膠注塑包膠工藝應用于各個行業領域。液態硅膠材料屬于安全材料,不含有有害物質,對人體和環境無害,符合可持續發展的要求。安徽呼吸機面罩液態硅膠包膠成型加工廠
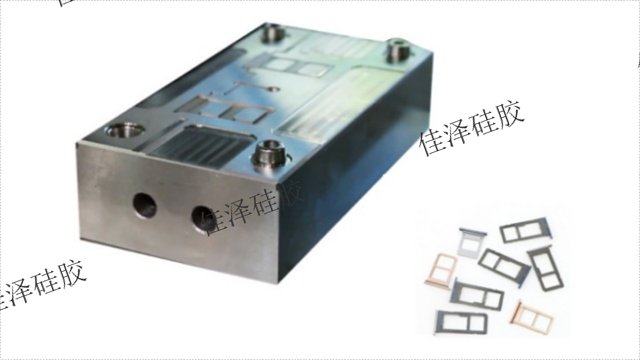
液態硅膠包膠成型
硅膠注塑包膠制品以其優異的性能和廣泛的應用領域,在現代制造業中發揮著越來越重要的作用。隨著技術的不斷進步和市場的不斷變化,硅膠注塑包膠制品將繼續朝著高性能化、環保化、智能化和定制化等方向發展。液態硅膠注塑包膠工藝以其獨特的優勢和廣泛的應用領域,在現代制造業中發揮著越來越重要的作用。隨著科技的不斷進步和市場的不斷變化,液態硅膠注塑包膠工藝也將不斷創新和改進,以滿足更高的生產要求和市場需求。更多詳情馬上致電江蘇安撫奶嘴液態硅膠包膠成型廠家液態硅膠包膠技術在汽車行業的應用涵蓋了傳感器、車燈組件、密封件、減震和緩沖件以及動力傳動系統等方面。

注塑工藝參數混合與計量:雙組分(A/B)液態硅膠通過精密計量泵按1:1比例混合。注射壓力:低壓注塑(10-50 bar),防止飛邊。硫化條件:溫度:120-200°C(取決于LSR配方)。時間:硫化時間與部件厚度正相關(通常每毫米厚度需20-40秒)。后處理工藝脫模:利用頂針或壓縮空氣輔助脫模(LSR收縮率低,約0.1-0.3%)。二次硫化:部分產品需在200°C烘箱中固化2-4小時,提升機械性能。液態硅膠包膠成型是一種高附加值的精密工藝,其**在于材料相容性、模具設計和工藝參數優化。
液態硅膠包膠注塑產品相較于其他材料或工藝制成的產品,具有一系列***的優勢。以下是對液態硅膠包膠注塑產品優勢的詳細歸納:三、設計與功能優勢個性化設計:液態硅膠可以根據客戶需求進行個性化設計,包括顏色、紋理、圖案等,滿足多樣化的市場需求。多功能集成:液態硅膠可以與其他材料(如塑料、金屬等)結合使用,實現多功能集成,如增強強度、提高導電性等。良好的密封性:液態硅膠注塑產品具有良好的密封性能,適用于需要防水、防塵等密封要求的應用。包膠模具的排氣系統、溢膠槽以及抽真空結構的設計也至關重要,它們直接關系到產品的成型質量和生產效率。
二、關鍵技術挑戰與解決方案粘接強度不足原因:基材表面污染或處理不充分。解決方案:使用高活性底涂劑(如Dow Corning® 1200 Primer)。基材表面等離子處理(提高極性基團密度)。氣泡與填充不良原因:排氣不足或注射速度過快。解決方案:優化排氣槽布局(優先設置在流動末端)。降低注射速度(分段控制充填過程)。硫化不完全原因:溫度波動或硫化時間不足。解決方案:采用模溫機精細控溫(±1°C)。通過DSC測試確定比較好硫化時間。基材變形原因:基材耐溫性不足(如普通塑料在高溫下軟化)。解決方案:改用耐高溫塑料(如LCP、PPS)。縮短硫化周期(快速開模降溫)。液態硅膠包膠成型工藝結合了液態硅膠的優異特性(如防水、防塵、耐溫、耐老化等)和注塑技術的精確把控。安徽呼吸機面罩液態硅膠包膠成型加工廠
硅膠模具的設計需充分考慮產品的形狀、尺寸、結構以及后續的成型需求,確保模具具有足夠的耐用性和精度。安徽呼吸機面罩液態硅膠包膠成型加工廠
液態硅膠包膠注塑產品的生產工藝具有以下幾個***特點:二、精密成型與多材料集成高精度模具設計:液態硅膠包膠注塑工藝需要高精度的模具設計,以確保注塑產品的形狀、尺寸和表面質量滿足要求。復雜結構成型:該工藝能夠實現復雜的三維結構和高精度細節成型,滿足對產品結構復雜性的高要求。多材料集成:通過液態硅膠包膠注塑工藝,可以在同一產品中集成多種材料,結合不同材料的優點,如LSR的柔軟觸感與塑料的強度和硬度。更多內容馬上致電安徽呼吸機面罩液態硅膠包膠成型加工廠
- 月經盤液態硅膠制品制造廠商 2025-05-15
- 北京智能穿戴手環液態硅膠包膠成型加工 2025-04-22
- 安徽呼吸機面罩液態硅膠包膠成型加工廠 2025-04-20
- 母嬰用品液態硅膠包膠成型有限公司 2025-04-20
- 廣州奶瓶液態硅膠包膠成型工廠 2025-04-20
- 廣東精密液態硅膠包膠成型解決方案 2025-04-20
- 廣東訂制液態硅膠包膠成型方法 2025-04-19
- 奶瓶奶嘴液態硅膠包膠成型制作廠家 2025-04-19
- 廣州花都區附近液態硅膠包膠成型開模 2025-04-19
- 冷流道液態硅膠包膠成型電話 2025-04-19
- 虹口區智能工程樣車試制要求 2025-06-15
- 北京什么公司智能交通管理系統推薦 2025-06-15
- 南通如何建筑勞務分包怎么樣 2025-06-15
- 湖州適合大型企業的管理軟件 2025-06-15
- 浦東新區智能化地基加固檢測大概費用 2025-06-15
- 南京哪里伺服系統靠譜 2025-06-15
- 杭州小語種說明書翻譯價格比較 2025-06-15
- 靜安區參考防火材料檢測24小時服務 2025-06-15
- 普陀區品牌國內集裝箱貨物運輸代理廠家電話 2025-06-15
- 成都入住酒店客房控制系統投資 2025-06-15