汕頭名優北京精雕培訓排名
一、鐳射壓印的原理、優缺點及適用范圍1.原理鐳射壓印是將印刷品在激光束的照射下,使其表面產生凹凸感,從而形成一種視覺上的震撼效果。鐳射壓印可以在紙張、塑料、金屬、環保材料等材料表面進行,其壓痕深度一般在0.025-0.2mm之間可調。2.優缺點(1)優點:鐳射壓印不需要使用油墨或其他化學藥品,直接使用激光進行制作,無需加熱和壓力處理,對環境無污染,且可以在畫面上產生明顯的凹凸感,視覺上更加醒目。(2)缺點:鐳射壓印的成本較高,因為其設備和技術要求較高,所以相對來說比較昂貴。3.適用范圍鐳射壓印常用于制作書籍、雜志、賀卡、票證、商標等產品和裝飾性印刷品。常用的有品牌商標、產地標識、銀行卡印刷、證券、貨物檢驗標志等。燙印可以燙的顏色包括金色、銀色、鐳射金、鐳射銀、黑色、紅色、綠色等多種顏色。汕頭名優北京精雕培訓排名

注塑和吸塑的主要區別在于原材料、成型方式、產品特性和應用領域。原材料和成型方式:注塑:注塑工藝需要將塑料原料粒融化成流體,然后通過注塑機注入模具中,冷卻后成型。這種工藝多用于熱塑性塑料,適用于生產小包裝盒、日用品、異型零件等。注塑產品通常質量較好,因為不存在薄厚不均勻、毛邊、大小不一致、表面油污等缺陷。吸塑:吸塑工藝則是將平展的塑料硬片材加熱變軟后,采用真空吸附于模具表面,冷卻后成型。這種工藝用于生產盆類、盤類、碗類制品,以及塑料包裝、燈飾、廣告、裝飾等行業。產品特性和應用領域:注塑產品通常比較硬,質量好,因為注塑過程中可以更好地控制產品的尺寸、結構和外觀,適用于生產需要較高精度和耐用性的產品。吸塑產品則相對較軟,由于吸塑工藝的特性,產品可能會存在卷邊等問題,且無法完全恢復原狀。吸塑產品多用于需要一定柔軟度和可塑性的應用場景,如包裝材料、裝飾品等。陽江附近北京精雕燙金熱壓制品造型燙印前準備工作主要包括對電化鋁的檢查和選用,燙印版的準備以及燙印機的檢查工作。
吸塑和模壓工藝的主要區別在于材料、生產工藝、適用場景、性能特點以及應用領域,材料:吸塑主要使用的材料是PVC、PETG、ABS、PC、PP等熱塑性塑料片材,而模壓則主要使用熱固性塑料,如酚醛樹脂、環氧樹脂和玻璃纖維增強塑料等。吸塑的材料相對輕薄、柔韌,適用于制作較小的產品,如電子設備外殼。模壓的材料則適用于制作較大、厚實、結構復雜的產品,如汽車車身、電器外殼等。生產工藝:吸塑的生產過程一般包括模具制作、材料預處理、材料吸附、加熱成型和后處理等步驟,而模壓的生產過程一般包括熱固性塑料制備、浸漬、壓制和加熱固化等步驟。吸塑的生產過程簡單,成本相對較低;模壓的生產工藝比較復雜,需要多個步驟,因此相對來說成本也較高。適用場景:吸塑適用于制作較小、薄、柔軟的產品,通常用于制作電子設備的外殼、廣告材料、家居用品等。模壓適用于制作大型、厚重、復雜的產品,通常用于制作汽車零部件、工業設備、電器外殼等。塑工藝用于塑料包裝、燈飾、廣告、裝飾等行業。模壓工藝則通常用于制作汽車零部件、工業設備、電器外殼等。
吸塑片材主要采用以下幾種材質:12PVC(聚氯乙烯):質軟、韌性強、可塑性好,可做成透明和各種顏色,常用透明PVC包裝電子、化妝品、玩具禮品等產品。PET(聚對苯二甲酸乙二醇酯):質硬,韌性好、強度高、表面光亮、環保無毒,有透明和多種顏色的片材。缺點是PET高周波熱合比較困難,價格也比PVC貴很多,此材料常被要求產品***和環保的用戶取代PVC。PET-G:物理性質同A-PET差不多,但可以高周波熱合,其價格比A-PET還貴80%。PS(聚苯乙烯):密度小(質輕)、環保無毒,可塑性非常好,韌性差易脆,不可做成通明材料,因此只能做成底托類吸塑,因其易裂,此類吸塑不宜回收。PP(聚丙烯):密度小、環保無毒,可塑性較好,常用于食品包裝等。APET(非結晶型聚對苯二甲酸乙二醇酯):環保無毒,透明度高,易燃燒,燃燒時不產生有害氣體,屬于環保材料。PETG(聚對苯二甲酸乙二醇酯共聚物):在PET表面復合上一層PVC膜,取名為PETG硬片,價格更高一些。植絨等:及各種規格的電子類吸塑包裝、文具類吸塑包裝等。燙印指在紙張、紙板、織品、涂布類等物體上,用燙壓方法將燙印材料或燙版圖案轉移在被燙物上的加工。
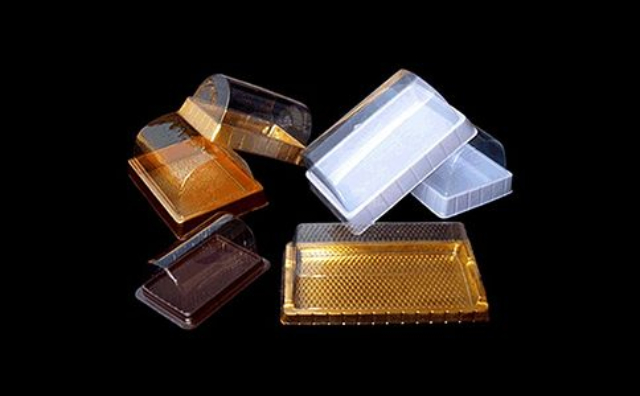
吸塑是一種塑料加工工藝,其原理是將平展的塑料硬片材加熱變軟后,采用真空吸附于模具表面,冷卻后成型。 這種工藝廣泛應用于塑料包裝、燈飾、廣告、裝飾等行業,具體包括泡殼、托盤、吸塑盒等產品。吸塑成型技術的在于利用熱塑性塑料片材,通過加熱軟化、抽走模具內的空氣造成真空、借助片材兩邊的壓力差與機械壓力,使片材附貼在模具的成型面上,經過冷卻后成型。這種工藝在20世紀初就已經開發出來,但在60年代才大力應用于工業生產上。吸塑工藝因其成本低、效率高、制作速度快、易用于成型塑料外殼而被大規模使用,許多產品如浴缸和淋浴盤、汽車零件、冰箱內襯、塑料儲物箱、醫療器械外殼等都是由真空成型制成的,
我們東莞京雕教育擁有行業先進的技術優勢,有車銑復合、三軸五軸、浮雕、滴塑、吸塑、3D造型等技術力量,這些技術目前在內地學校里是學不到的,這樣的機器,我們有70余臺。 按照材料類型可分為:電化鋁燙印,色箔燙印,金屬箔燙印和其他燙印箔燙印。韶關公正北京精雕軟件培訓
鐳射金和鐳射銀則具有獨特的光學效果,角度的變化,能夠呈現不同的色彩變化,為設計增添動態感和科技感。汕頭名優北京精雕培訓排名
燙印時,圖文出現發花露底或根本燙印不上,主要原因有:1、燙印溫度過低,印版燙印溫度過低達不到電化鋁箔脫離片基并轉印到承印物上所需要的最低溫度,燙印時,燙金紙沒有完整地轉移,致使圖文發花、露底或燙印不上。發現這種質量問題,要及時適當地調高電熱板溫度,直到燙印出完好的印品。2、燙印壓力小。燙印過程中,如果印版燙印壓力過小,對電化鋁箔施加的壓力過輕,則燙金紙無法順利轉移,使燙印圖文不完整。發現這種情況應先分析是否屬于燙印壓力小,外觀察壓印痕跡輕重,如屬于燙印壓力小應增大燙印壓力。3、底色干燥過度,表面晶化,使燙金紙燙印不上。燙印時,底色干燥程度在可印范圍內立即印刷。印刷底色時,墨層不應太厚,印刷量大時,要分批印刷,適當縮短生產周期,一旦發現晶化現象,就應立即停止印刷,查找、排除故障后再繼續印刷。4、燙金紙型號不對或質量不好。燙金紙型號不對或質量不好時,也使燙印質量出現問題。這時應更換型號合適、質量好、粘合力強的燙金紙。燙印面積較大的承印物,可連續燙印兩次,可以避免發花、露底和燙印不上。汕頭名優北京精雕培訓排名
- 梅州車銑復合培訓 2025-02-15
- 佛山車銑復合價格 2025-02-15
- 潮州數控車銑復合一體機 2025-02-15
- 佛山京雕三軸培訓機構 2025-02-14
- 肇慶三軸車銑復合機床 2025-02-14
- 汕尾教學車銑復合一體機 2025-02-14
- 陽江三軸車銑復合一體機 2025-02-13
- 梅州京雕三軸培訓 2025-02-13
- 東莞京雕車銑復合機構 2025-02-13
- 惠州編程三軸機構 2025-02-12
- 石獅藝考志愿填報咨詢 2025-02-16
- 濟南PLC編程培訓優惠嗎 2025-02-16
- 民辦東展小學轉學咨詢 2025-02-16
- 上海專業消防培訓教程 2025-02-16
- 旅游業ISO27001認證一站式服務 2025-02-16
- 南安情緒管理心理咨詢什么價格 2025-02-16
- 智能物流規劃咨詢供應商 2025-02-16
- 威縣附近哪里有學自動檔車培訓學校 2025-02-16
- 寧德哪里有MBA課程 2025-02-16
- 臺州怎么練感統失調 2025-02-16