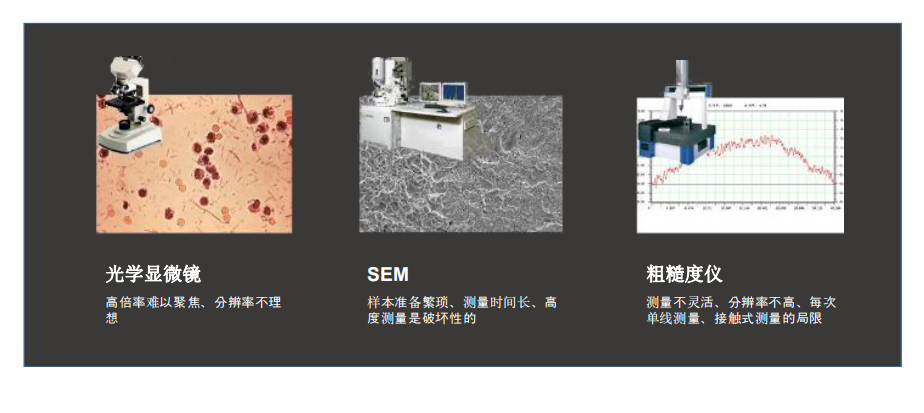
自動測量輪廓儀特點
輪廓儀、粗糙度儀、三坐標的區別:
關于輪廓儀和粗糙度儀
輪廓儀與粗糙度儀不是同一種產品,輪廓儀主要功能是測量零件表面的輪廓形狀,比如:汽車零件中的溝槽的槽深、槽寬、倒角(包括倒角位置、倒角尺寸、角度等),圓柱表面素線的直線度等參數。總之,輪廓儀反映的是零件的宏觀輪廓。粗糙度儀的功能是測量零件表面的磨加工/精車加工工序的表面加工質量,通俗地講,就是零件表面加工得光不光(粗糙度老國標叫光潔度),即粗糙度反映的是零件加工表面的微觀情況。
但是,輪廓儀和粗糙度儀關系其實挺密切,現在有一種儀器叫做粗糙度輪廓測量一體機,就是在輪廓儀上加裝了粗糙度測量模塊,這樣既可以測量輪廓尺寸,又可以測量粗糙度,市場上典型產品就是中圖儀器的SJ5701粗糙度輪廓儀。
在結構上,輪廓儀基本上都是臺式的,而粗糙度儀以手持式的居多,當然也有臺式的。 支持連接MES系統,數據可導入SPC。自動測量輪廓儀特點

一、從根源保障物件成品的準確性:
通過光學表面三維輪廓儀的掃描檢測,得出物件的誤差和超差參數,**提高物件在生產加工時的精確度。杜絕因上游的微小誤差形成“蝴蝶效應”,造成下游生產加工的更大偏離,**終導致整個生產鏈更大的損失。
二、提高效率:
智能化檢測,全自動測量,檢測時只需將物件放置在載物臺,然后在檢定軟件上選擇相關參數,即可一鍵分析批量測量。擯棄傳統檢測方法耗時耗力,精確度低的缺點,**提高加工效率。 VSI輪廓儀價格怎么樣反射光通過MPD的***減小到聚焦的部分落在CCD相機上。
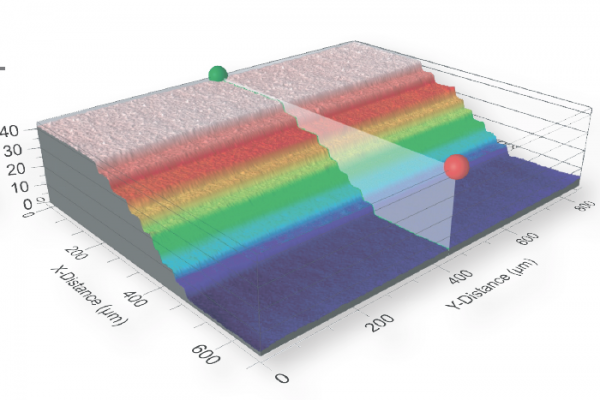
隨著時代的發展,輪廓儀也越來重要了,不少的產品檢測都需要通過輪廓儀進行檢測,***就讓我們來了解一下輪廓儀的工作原理與應用吧。輪廓儀工作原理輪廓儀是一種雙坐標測量儀器。儀器傳感器相對于測量的工件臺以恒定速度滑動。傳感器的觸針檢測測量儀表的幾何變化,并分別在X和Z方向上對其進行采樣,并將其轉換為電信號。電信號被放大和處理,然后轉換成數字信號并存儲在計算機系統的存儲器中。計算機以數字方式過濾原始表格的輪廓,分離表面并計算粗糙度分量,測量結果為計算符號。某個曲線的實際值及其與參考點的坐標,或放大的實際輪廓曲線。測量結果通過顯示器輸出,也可以由打印機輸出。輪廓儀應用輪廓儀***用于機械加工、汽車、摩托車、精密五金、精密工具、刀 具、模具、光學元件等行業適用于研究機構、大學、計量機構和企業計量室。在汽車,摩托車和制冷行業,它可以測量活塞,活塞銷,齒輪的總線參數和汽車,摩托車和壓縮機的閥門柱塞,可以測量各種傾斜部件的參數。在軸承工業中,內護套環的密封槽的形狀(角度,倒角R,槽深,槽寬等);各種滾子軸承的滾子和套圈母線的冠部,角度和對數曲線;電機軸,圓柱銷,活塞銷,滾針軸承,圓柱滾子軸承。
表面三維輪廓儀對精密加工的作用:
一、從根源保障物件成品的準確性:
通過光學表面三維輪廓儀的掃描檢測,得出物件的誤差和超差參數,**提高物件在生產加工時的精確度。杜絕因上游的微小誤差形成“蝴蝶效應”,造成下游生產加工的更大偏離,**終導致整個生產鏈更大的損失。
二、提高效率:
智能化檢測,全自動測量,檢測時只需將物件放置在載物臺,然后在檢定軟件上選擇相關參數,即可一鍵分析批量測量。擯棄傳統檢測方法耗時耗力,精確度低的缺點,**提高加工效率。
三、涵蓋面廣的2D、3D形貌參數分析:
表面三維輪廓儀可測量300余種2D、3D參數,無論加工的物件使用哪一種評定標準,都可以提供***的檢測結果作為評定依據,可輕松獲取被測物件精確的線粗糙度、面粗糙度、輪廓度等參數。
四、穩定性強,高重復性:
儀器運用高性能內部抗震設計,不受外部環境影響測量的準確性。超精密的Z向掃描模塊和測量軟件完美結合,保證高重復性,將測量誤差降低到亞納米級別。 擯棄傳統檢測方法耗時耗力,精確度低的缺點,**提高加工效率。
比較橢圓偏振儀和光譜反射儀光譜橢圓偏振儀(SE)和光譜反射儀(SR)都是利用分析反射光確定電介質,半導體,和金屬薄膜的厚度和折射率。兩者的主要區別在于橢偏儀測量小角度從薄膜反射的光,而光譜反射儀測量從薄膜垂直反射的光。獲取反射光譜指南入射光角度的不同造成兩種技術在成本,復雜度,和測量能力上的不同。由于橢偏儀的光從一個角度入射,所以一定要分析反射光的偏振和強度,使得橢偏儀對超薄和復雜的薄膜堆有較強的測量能力。然而,偏振分析意味著需要昂貴的精密移動光學儀器。光譜反射儀測量的是垂直光,它忽略偏振效應(絕大多數薄膜都是旋轉對稱)。因為不涉及任何移動設備,光譜反射儀成為簡單低成本的儀器。光譜反射儀可以很容易整合加入更強大透光率分析。從下面表格可以看出,光譜反射儀通常是薄膜厚度超過10um的優先,而橢偏儀側重薄于10nm的膜厚。在10nm到10um厚度之間,兩種技術都可用。而且具有快速,簡便,成本低特點的光譜反射儀通常是更好的選擇。光譜反射率光譜橢圓偏振儀厚度測量范圍1nm-1mm(非金屬)-50nm(金屬)*-(非金屬)-50nm(金屬)測量折射率的厚度要求>20nm(非金屬)5nm-50nm(金屬)>5nm(非金屬)>。輪廓儀可用于Oled 特征結構測量,表面粗糙度,外延片表面缺 陷檢測,硅片外延表面缺 陷檢測。霍梅爾輪廓儀供應商家
NanoX-8000主設備尺寸:1290(W)x1390(D)x2190(H) mm。自動測量輪廓儀特點
我們應該如何正確使用輪廓儀?
一、準備工作
1.測量前準備。
2.開啟電腦、打開機器電源開關、檢查機器啟動是否正常。
3.擦凈工件被測表面。
二、測量
1.將測針正確、平穩、可靠地移動在工件被測表面上。
2.工件固定確認工件不會出現松動或者其它因素導致測針與工件相撞的情況出現
3.在儀器上設置所需的測量條件。
4.開始測量。測量過程中不可觸摸工件更不可人為震動桌子的情況產生。
5.測量完畢,根據圖紙對結果進行分析,標出結果,并保存、打印。
自動測量輪廓儀特點
- 光學隔震平臺隔振臺有哪些應用 2025-02-08
- 光刻機隔振臺電子顯微鏡STM 2025-02-08
- 桌面式隔震臺隔振臺有哪些應用 2025-02-08
- 掃描隧道顯微鏡隔振臺 2025-02-07
- 原子力顯微鏡AFM隔振臺輪廓測量應用 2025-02-07
- TS 系列隔振臺高性價比選擇 2025-02-07
- HERZAN隔振臺代理價格 2025-02-06
- TS-140/LP隔振臺現場服務 2025-02-06
- 主動隔振頻率隔振臺值得買 2025-02-06
- 光刻機隔振臺一級代理 2025-02-05
- 北京超高幀率短波紅外相機報價 2025-02-08
- 江西恒溫恒濕箱推薦 2025-02-08
- 蘇州氣動元件批發 2025-02-08
- 四川棒狀雷達物位計專業廠家 2025-02-08
- 廣東單模動態BOTDR設備現價 2025-02-08
- 廣東生物工程增材制造激光直寫 2025-02-08
- 成都DP2000燒錄器價格 2025-02-08
- 湖北新一代藻類檢測儀 2025-02-08
- 北京高量子效率高速相機使用說明 2025-02-08
- 綿陽高靈敏超高速相機有哪些品牌 2025-02-08