德國乳品CIP巴氏消毒機
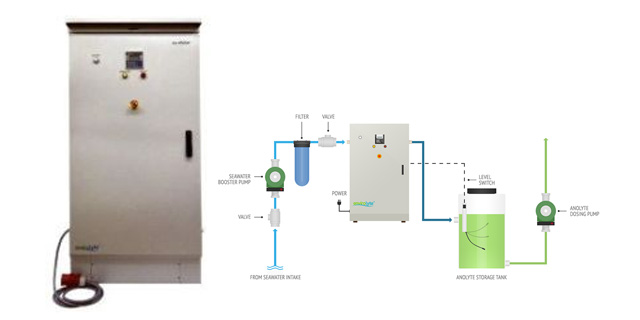
愛沙尼亞envirolyte安路來特,自前蘇聯時期便在電解水行業深耕,憑借超50年的深厚經驗與技術沉淀,得到行業好評。依據愛沙尼亞共和國法律注冊成立的它,秉持專業與創新,只用鹽和水就能制取次氯酸水。低鹽低氯化自主技術,堪稱行業典范。通過精確預設參數,安路來特電解水設備所產生的電解液,在濃度、pH值以及氯化物殘留量等關鍵指標上,實現精確且穩定的控制。這一技術的精妙之處,在于為CIP清洗提供高效解決方案的同時,能多方位避免任何腐蝕風險。要知道,世界有名飲料設備制造商克朗斯明確指出,304不銹鋼在氯化物含量超過八十PPM時,就會面臨腐蝕風險。這也是國內飲料行業曾無奈選用危險的雙氧水或過氧乙酸進行消毒的原因。而安路來特的低鹽低氯化自主技術,完美攻克這一難題,使得其電解水設備在CIP清洗中廣泛應用,全無腐蝕設備之憂。正因如此,安路來特電解水設備深受啤酒、飲料、乳制品等行業信賴,三得利、可口可樂、明治、燕京等有名企業都是其忠實用戶。如今,愛沙尼亞安路來特集團授權上海安宇泰環保科技有限公司作為中國總代理,產品量產規格齊全。若您有任何疑問或需求,歡迎隨時聯系。CIP清洗系統主要由酸罐、堿罐、水罐、濃酸濃堿桶、加熱系統、隔膜泵、高低液位、檢測儀及PLC控制系統組成。德國乳品CIP巴氏消毒機
CIP
案例一:大型食品加工廠某大型食品加工廠,之前使用傳統CIP清洗方案,每月化學品成本2萬元,水耗4000噸,能耗折合1.5萬元,且設備腐蝕嚴重,每年設備維護費3萬元。引入安路來特電解水設備后,每月只需鹽成本3000元,水耗降至2000噸,能耗降至1萬元。因低鹽低氯化技術減少設備腐蝕,設備維護費減半。從價格看,安路來特設備雖采購成本與同類相當,但每年節省成本超20萬元。其優勢在于,簡化清洗流程,從傳統多步減至4步,提升效率;產出的次氯酸水無毒無殘留,保障食品安全。案例二:中型飲料廠中型飲料廠原采用化學清洗,常因消毒劑殘留影響產品口感,且清洗時間長,設備利用率低。采用安路來特CIP系列發生器后,能按需生產次氯酸和氫氧化鈉電解液。陽極液次氯酸濃度500ppm,pH6-7可調,消毒效果好且無殘留,提升產品品質。該設備操作方便,體積小,節省空間。能耗比之前降低25%,水耗降低30%。在價格方面,設備投入后,因能耗、水耗節省及產品品質提升帶來的收益,遠超采購成本。優勢明顯,不僅確保飲料衛生安全,還提高生產效率,增強市場競爭力雪花啤酒CIP次氯酸消毒液pH值在5-6.5之間的次氯酸水(電解水),已被證實具有很強的殺菌能力。

安路來特CIP發生器,作為陽極電解液與陰極電解液生產技術領域的重要革新,具備諸多特點:低鹽低氯化物技術:有效解決客戶設備面臨的腐蝕難題,為設備持久穩定運行保駕護航。精確參數控制:確保電解液始終維持在指定參數范圍內,持續產出質量穩定一致的陽極電解液與陰極電解液。靈活生產模式:可按需單獨生產陽極液或陰極液,也能同時制備兩種電解液,充分滿足多樣化生產需求。成熟電解水技術:依托50年以上的深厚電解水技術積淀,性能高效、運行穩定,設備使用壽命長久。便捷操作與監控:體積精巧,操作簡便,更配備遠程監控功能,讓您使用無憂。歐洲品質保障:采用歐洲標準的組件,整機原裝進口,品質值得信賴。輕松生產設置:利用出廠設置,即可輕松實現陽陰極電解液的生產。CIP系列發生器的陽極液次氯酸濃度為500ppm,pH值在6至7之間可調;陰極電解液氫氧化鈉濃度為1000ppm,pH值大于12。CIP/HD系列發生器性能更為強勁,陽極液次氯酸濃度在500ppm至3000ppm之間可調,pH值范圍為5到7.5,MAX濃度可達6000ppm;陰極電解液氫氧化鈉濃度在1000ppm至3000ppm之間可調,pH值為12.5至13,能充分滿足對電解液有特殊要求的客戶。若您有任何需求,CIP/HD系列定能不負所望。
愛沙尼亞envirolyte安路來特電解水設備高濃度電解液在CIP清洗方面的成功案例:乳制品加工工廠一家乳制品加工工廠,生產各類液態奶、酸奶等產品。生產設備如儲奶罐、灌裝機等,需頻繁清洗以防止奶垢殘留和微生物污染。采用安路來特電解水設備的高濃度電解液清洗。陽極電解液MAX可達6000ppm的次氯酸濃度,對奶垢的清潔效果較好,能快速溶解并去除蛋白質、脂肪等頑固污漬。陰極電解液中氫氧化鈉濃度也能按需調整,有效去除設備表面的油脂。清洗后,設備無殘留異味,微生物污染率大幅降低,產品合格率從95%提升至99%以上。此外,由于該設備操作簡便、智能監控,減少了人工干預,提升了清洗效率。飲料生產企業某飲料生產企業,主要生產果汁飲料、茶飲料等。生產管道和灌裝設備在生產過程中會附著糖分、果肉纖維等,易變質并影響產品口感。使用安路來特電解水設備的高濃度電解液進行CIP清洗。高濃度次氯酸電解液快速分解糖分和纖維,消毒殺菌,確保管道和設備無菌。而且,該設備產生的電解液廢物排放少,符合環保要求。自使用以來,飲料產品因設備清潔問題導致的質量投訴減少了80%,同時降低了化學清洗劑的使用,實現了綠色生產。次氯酸水(電解水)處理能達到與CIP工藝同等的效果。
愛沙尼亞envirolyte電解水設備,安路來特電解水設備在CIP清洗方面具有以下優點:技術先進與性能很好:采用先進的反應器單元技術,延長設備使用壽命,明顯提升發電機性能,可按需生產陽極電解液(500ppm-3000ppmFAC,pH可在~5-7.5調節,MAX達6000ppm)和陰極電解液(1000ppm-3000ppm氫氧化鈉,pH在5-13且大于12),滿足不同清洗消毒需求。成本效益高:擁有很小的維護需求,能降低總擁有成本,且廢物產生量極低(小于設備容量的0.5%),符合環保與經濟的雙重要求。操作便捷:分離的反應器電池技術使設備不太復雜,安裝和操作簡化,通過工廠根據客戶需求設置的發電機可輕松生產陽極電解液,操作界面易用,能確保溶液參數穩定、產品質量一致,并配備遠程監控,保障設備運行無憂。品質與安全保障:采用品質歐洲標準組件,具備低鹽/氯化物技術,有效保護設備免受腐蝕,為CIP清洗提供可靠、安全的解決方案。
次氯酸水(電解水)無腐蝕性,能延長機器部件的使用年限。韓國百事可樂CIP清洗的原理
次氯酸CIP系統中的應用非常廣,其高效的消毒能力、安全性和環保性使其成為CIP系統中理想的消毒劑。德國乳品CIP巴氏消毒機
高效殺菌消毒高濃度次氯酸具有強氧化性,能夠快速、廣譜地殺滅各種細菌、病毒、和芽孢等微生物,對常見病菌的殺滅率可達99.999%以上,可在短時間內實現高效殺菌,有效消除病原微生物的生物膜,使病原微生物失活,無菌殘存,保障清洗后設備的衛生狀況123。減少設備腐蝕相比傳統氯化法,該設備生成的高濃度次氯酸在CIP清洗中用量恰到好處,不僅可以達到良好的清洗消毒效果,還能減少對設備的腐蝕,延長設備使用壽命,降低企業設備更新成本123。安全環保其以鹽和水為原料,現場制取高濃度次氯酸,無需運輸、處置或儲存氯氣或次氯酸鹽等危險化學品,避免了氯氣泄露危險和相關運輸風險,使用過程中無有害氣體產生,對操作人員安全無害。且次氯酸殺菌后會自然降解為鹽和水,對環境無污染,無需特殊廢水處理,符合環保要求,可有效減少企業的環境負擔123。穩定可靠采用低鹽低氯化技術和陶瓷隔膜技術,設備穩定,濃度穩定,純度高,故障概率幾乎為零,可確保高濃度次氯酸持續穩定供應,保證CIP清洗工作的順利進行,減少因設備故障導致的清洗中斷和生產延誤等問題123。精確適配電解液是通過精確預設的參數產生,濃度、pH值等可精確控制,能根據不同的CIP清洗需求和設備材質。德國乳品CIP巴氏消毒機
- 韓國飲料CIP次氯酸制造機 2025-03-06
- 高濃度CIP清洗液 2025-03-06
- 歐洲安路來特次氯酸生成器飲用水處理 2025-03-06
- 德國乳品CIP巴氏消毒機 2025-03-06
- 歐盟envirolyteCIP原位清洗 2025-03-06
- 歐盟食品CIP清洗流程 2025-03-05
- 環保農業穴盤清洗 2025-03-05
- 韓國安路來特飲用水處理 2025-03-05
- 防治農業次氯酸制造機 2025-03-05
- 美國飲用水消毒原理 2025-03-05
- 西藏純水設備保養 2025-03-06
- 常州濕法式除塵器設備 2025-03-06
- 甘肅膨脹水箱 2025-03-06
- 和田靜電式油煙凈化器供應 2025-03-06
- 化工廢水陶瓷膜優缺點 2025-03-06
- 蘇州PVC送排風連接管件生產商 2025-03-06
- 居民住宅定壓補水系統廠商 2025-03-06
- MPX-F-452-CCV5V38FB磁力泵 2025-03-06
- 江蘇電廠純水設計經銷商 2025-03-06
- 吉林離心通風機多少錢一臺 2025-03-06