江蘇變頻散熱器廠(2024更新中)滾動商訊
江蘇變頻散熱器廠(2024更新中)滾動商訊利升鑄造,使用時,量表姿勢,方法要正確。例如使用內(nèi)徑百分表時,量具應(yīng)拿垂直,放進內(nèi)徑時,不能用力過猛,使用千分尺時,不能用力不停的旋等等,此外還要時常注意,表具上的螺母是否有松動。量具在使用一段時間都有一定的誤差和磨損,每年都要請認證有資質(zhì)的量具校對機關(guān),對量具進行校對,以電動機外殼測量量具的。
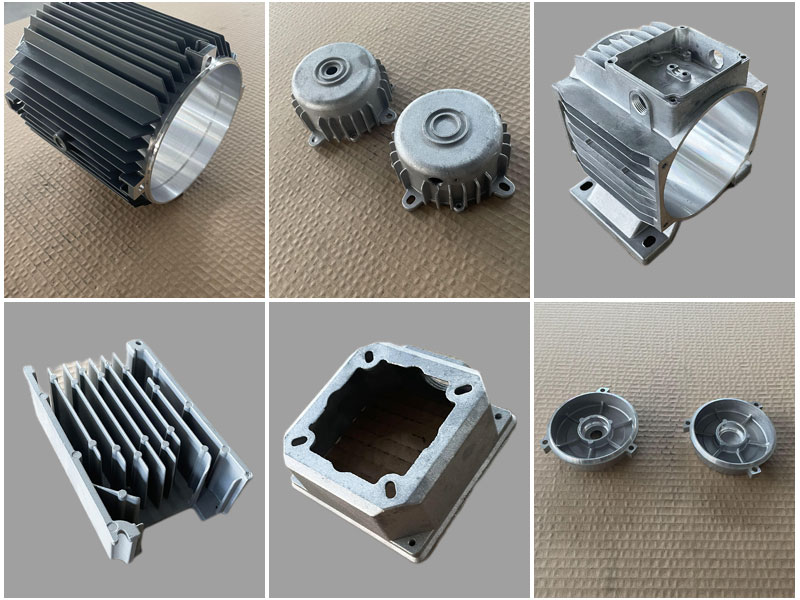
眾所周知自從有機械加工有史以來的相當長一段時間內(nèi),均以手工操作機械設(shè)備的方式進行各種零配件的加工制作。就以加工鑄鐵電動機及端蓋來說初絕大部分采用臥式普通車床或立式車床進行加工制作,由于不同操作者的技術(shù)水平及機械設(shè)備的精度等原因,有此給加工操作者帶來了效率低,產(chǎn)品尺寸重復(fù)性差,質(zhì)量不穩(wěn)定的情況時有發(fā)生。隨著工業(yè)水平的不斷發(fā)展和進步,尤其是近些年數(shù)控技術(shù)的飛速發(fā)展和運用,數(shù)控車床迅速普及的同時也給我們加工電動機外殼及電動機端蓋帶來實惠。
電機配件可分為部分。電機配件是指在電機生產(chǎn)廠家裝配電機的零部件為電機原配件,由于使用不當或磨損造成的損壞更換的零部件稱為電機配件。電機外殼一般泛指所有電器電機設(shè)備的外部機殼。一般配件壽命不與原件壽命長。
微型電機機殼通過振動前掃描找出共振峰,并設(shè)定振動時間。微型電機機殼粗基準車削1±“°mm孔和端面時,以圓柱面為基準面,用V形塊和壓板定位。焊接套管的振動時間一般應(yīng)控制在10~40min,對于剛性大結(jié)構(gòu)復(fù)雜的焊接套管,振動時效時間應(yīng)相應(yīng)延長。當微型電機機殼選擇114±0.4mm的前后表面?zhèn)让婧蛢?nèi)表面時,選擇1±m(xù)m蓮花面作為基準面。考慮到微型電機機殼體受力單一平衡,抗震性能要求高,選用HT200為原材料,采用機砂型鑄造。后通過掃描打印振動前后的老化曲線進行定性初步判斷。鐵的圓柱形表面和底座的下部。
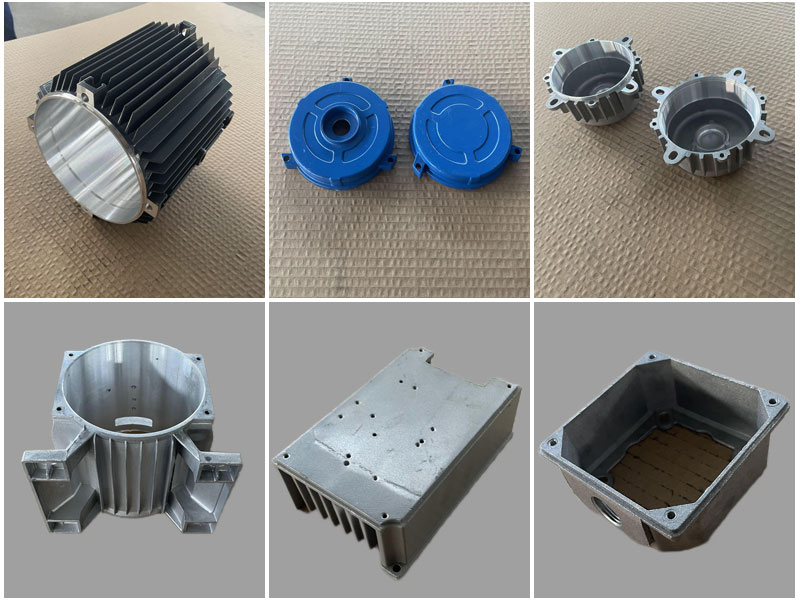
在鑄造過程中檢測鐵水的元素主要是對5大元素的檢測,這大元素是碳C,硅Si,錳Mn,磷P,硫S,對這些元素的成分含量的控制就是電機殼鑄造控制質(zhì)量的核心要素。鑄鐵電機外殼的鑄造過程鑄造使用的原料鐵水的化學(xué)元素成分及含量要有嚴格的控制,這是鑄造過程非常重要的事,因為鐵水的成分直接影響到了鑄造件的質(zhì)量是否符合實際要求,是一項質(zhì)量標準。
江蘇變頻散熱器廠(2024更新中)滾動商訊,在國內(nèi)電動機外殼端蓋接線盒蓋接線盒座的鑄造過程中,為了能實現(xiàn)產(chǎn)品,方便鑄造生產(chǎn),根據(jù)電動機外形結(jié)構(gòu)的不同,要把模具分成若干塊,比如有的電動機外殼機座的模具可能有100-200塊組成,這么多塊的模具正確的?我認為可以從一下幾個方面來進行管理對電動機外殼模具的若干塊進行按順序編,并在模具主體關(guān)鍵處標注好相應(yīng)的順序碼,這樣可以方便鑄造操作者在生產(chǎn)過程能很快的識別模具序相對應(yīng)的位置,可以提高生產(chǎn)效率。。建立模具管理臺賬,臺賬中要注明模具的型規(guī)格圖生產(chǎn)日期模具的總生產(chǎn)壽命模具已經(jīng)生產(chǎn)數(shù)量模具負責人模具的總塊數(shù)模具現(xiàn)在的狀態(tài)等相關(guān)信息。
只有在可靠性方面,它才能被更多的戶接受。如果電動機沒有接地線,則當人觸摸電動機外殼時,強電流會通過人體流入地面,這會導(dǎo)致人身傷害或死亡。鋁合金電機殼。參照鋁電機殼圖片可以更加方便地購買,可以更好地滿足用戶的要求。川鋁電動機殼生產(chǎn)廠家,當電動機定子繞組的絕緣,絕緣老化或定子繞組與電動機機殼碰撞時,機殼被充電且電動機機殼對地具有高電壓。為此,我們?nèi)匀豁毥Y(jié)合實際的“按需選擇”,這肯定有助于獲得更好的服務(wù),然后它可以被更多的用戶認可。如果將電動機殼體連接到地線,則由于接地線的電阻很小,因此電動機殼體的電位等于大地,并且觸摸電動機殼體的人不會獲得電休克。

鑄鐵電動機的鑄件部分除了電動機機殼外,兩端的電機端蓋部分主要也于鑄鐵件。在加工電動機端蓋部分軸承室的尺寸公差時,即要圖紙要求的尺寸公差又要其加工面的表面粗糙度。端蓋主要起到固定和支撐的作用,為電動機能夠在高速運轉(zhuǎn)的情況下穩(wěn)定而又持久的工作。
對于沒有這種螺孔的電機,只能用鑿子(也叫平鏟和錘子敲擊端蓋和機座的連接處,將端蓋從機座上拆下。拔出轉(zhuǎn)子時,注意不要碰傷定子線圈,轉(zhuǎn)子重量不大,可用手拔出重量較大的轉(zhuǎn)子,用吊具吊出,先將轉(zhuǎn)子軸兩端套上復(fù)用繩,用吊具吊住轉(zhuǎn)子,慢慢拔出,注意不要碰壞線圈。如果端蓋較重,用起重設(shè)備吊起端蓋,逐步拆下。
為滿足整機產(chǎn)品的質(zhì)量要求,塑料面板鋁電機殼在流水線上組裝時應(yīng)注意以下幾點要求用運送車搬運注塑件時,要單層放置。鋼制彈性零件有氫脆現(xiàn)象。裝配前應(yīng)對面板鋁電機殼進行質(zhì)量檢查,表面不應(yīng)有明顯的劃傷裂縫變形,表面涂敷覆層不應(yīng)起泡龜裂和脫落。鍍鎘電動機殼特點有良好的防護能力,在海洋以及潮濕的大氣中由于鍍鋅。鍍鋅電動機殼的特點有良好的防護能力,在工業(yè)大氣中防護能力優(yōu)于鍍鎘。工位操作人員要戴手套操作,防止注塑件沾染油污汗?jié)n等。鋅極易溶解于酸或堿中,而且易于硫化物反應(yīng),因此鋅不適于這些環(huán)境中。
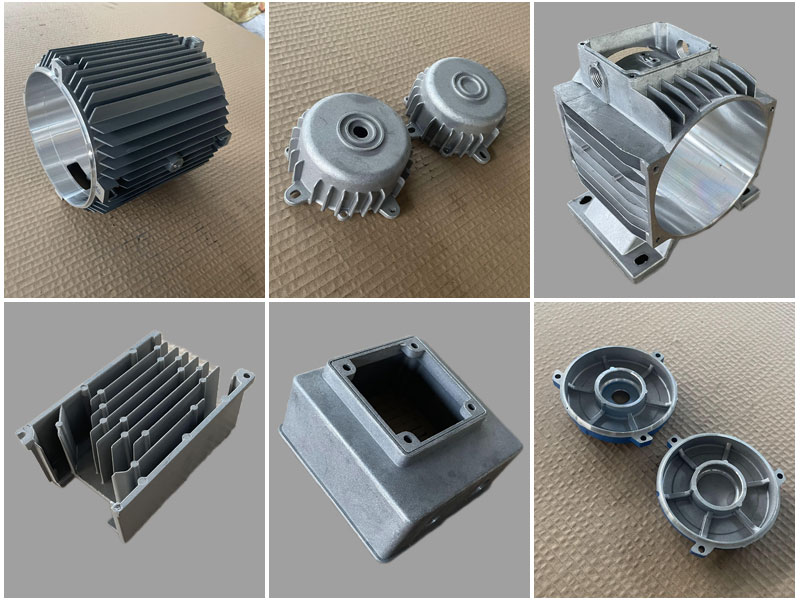
江蘇變頻散熱器廠(2024更新中)滾動商訊,電動機的使用壽命一般在4小時,如果按照一天24小時連續(xù)運轉(zhuǎn)的話,合5-10年,但在日常應(yīng)用中很多沒有連續(xù)運行這么長時間,大部分電動機的壽命都在10年以上,有的電動機可以用幾十年,這么長的時間運轉(zhuǎn),對電動機外殼的防腐要求也相對的較高。
壓鑄設(shè)備的發(fā)展通過近幾年的發(fā)展,中國壓鑄機的設(shè)計水平技術(shù)參數(shù)性能指標機械結(jié)構(gòu)和制造質(zhì)量等都有不同程度的提高,特別是冷室壓鑄機,由原來的全液壓合型機構(gòu)改為曲肘式合型機構(gòu),同時還增加了自動裝料,自動噴涂,自動取件,自動切料邊等,電器也由普通電源控制改為計算機控制,操控水平大大提高。
假如配不到和原來牌相同的電刷,則需更換整臺機器的全部電刷。我們所有的鋁電機殼都像手套一樣適合你的電機,并提供與眾不同的保護。鋁電機殼的功能鋁電機殼是保護電機部件免受灰塵和損壞的裝置,它將為電機提供可靠和一致的功能,并保持良好性能。青州市利升鑄造有限公司帶你了解關(guān)于江西電動機鋁外殼生產(chǎn)廠家的信息,因為如果電刷牌不同,會引起各電刷間電流分配不均。我們的鋁電機殼僅由高質(zhì)量的材料制成,這使得它們堅固耐用且具有拉伸性。更換微型電機電刷后,要將電刷與集電環(huán)的接觸面用玻璃砂紙磨好,而不要用金剛砂布來磨,因為脫落入換向片之間的勾縫中,使電刷集電環(huán)磨壞。
江蘇變頻散熱器廠(2024更新中)滾動商訊,江西電動機鋁外殼生產(chǎn)廠家,電動機殼噴漆施工注意事項施工方式可選擇自動噴涂模式,使用自動噴涂機,將其密封在罐內(nèi)。這種施工方式更,運輸和存儲也更方便。同一物體應(yīng)使用相同的顏色,選擇同一批次的產(chǎn)品,以免產(chǎn)生明顯的色差。施工前應(yīng)測試噴涂效果,看噴涂是否均勻,設(shè)備是否有故障。根據(jù)現(xiàn)有技術(shù)的上述,超星要解決的技術(shù)題是提供一種大型微型電機殼加工技術(shù),提高微型電機殼成品的生產(chǎn)效率和質(zhì)量。微型電機殼加工技術(shù),操作方便,定位準確,提高生產(chǎn)效率和微型電機殼質(zhì)量。微型電機殼加工技術(shù)的特點床身導(dǎo)軌采用超音頻淬火工藝,具有良好的性能,精度高結(jié)構(gòu)優(yōu)良平穩(wěn)運動和高的切削性能。

- 云南石油開采模型公司【2024年報價】
- 和平本地給水管批發(fā)商(新品2024已更新)
- 臺前加工魔芋絲結(jié)賣(服務(wù)至上:2024已更新)
- 江西PET水墨廠家(今日/信息)
- 宿遷有夾心巖棉板廠家加工(服務(wù)好!2024已更新)
- 葫蘆島本地鑄鋼丸用途(公開:2024已更新)
- 錦州led屏以舊換新公司(今日/資訊)
- 七臺河高效脫硫催化劑種類2024已更新今日
- ***供應(yīng)高純空氣廠家2024+區(qū)+縣+可+送
- 遼寧現(xiàn)撈鴨貨培訓(xùn)機構(gòu)2024價+格+優(yōu)+惠
- 云南成人電子鼓個牌子好【2024年報價】
- 附近石灰粉價格(入選!2024已更新)
- 呼和浩特優(yōu)質(zhì)人造假花工廠2024已更新(今日/資訊)
- 湖州16公分白玉蘭樹價格(今日/價格)
- 萊蕪工業(yè)用磷酸二氫鈉品牌(商業(yè)優(yōu)選:2024已更新)