重慶配流盤加工2024已更新(今日/動態)
重慶配流盤加工2024已更新(今日/動態)白云減摩制品,減摩材料是一類古老而用途又十分廣泛的機械制造工業中不可缺少的工業用材。很早以前采用熔煉技術已可生產的錫基軸承合金(又稱為錫基巴氏合金)便是一個典型代表,隨后根據各種不同工況的要求,又開發出鋁基銅基等多個系列的減摩合金。由于采用熔煉技術生產減摩合金需用大量較貴重的有色金屬如SnCuSb等,而且由此加工成減摩零部件(如軸承軸瓦)其合金的有效用量又很少,因此采用粉末冶金技術開發粉末冶金鐵基銅基減摩材料類型的零部件便有顯著的優越性。為滿足各種不同工況的要求,采用粉末冶金技術開發各種新型減摩材料便成為新型減摩材料研制的一個重要發展方向,從而導致一系列具有減摩性能的新型粉末冶金減摩材料的出現。順應性是材料的表層對制造誤差受載變形和表面粗糙度的適應性能。嵌合性表示將外部雜質和硬顆粒嵌入摩擦表面而不外露以防擦傷對偶表面,影響性能。通常,硬度低塑性好和彈性模量低的材料,其順應性的嵌合性也較好。
雙級泵站低壓時,高,低壓泵同時供油,可獲得較大的輸出流量;保壓功能在外油路無泄漏的情況下,停泵保壓5分鐘,額定壓力下降不超過5Mpa。減少功率消耗。單級泵站結構簡單,可獲得較大的工作壓力。高壓時,低壓泵經卸荷溢流閥自動空載回油。
緊固泵蓋和泵體的所有螺釘的扭矩應相同。一般不允許用手錘敲打零件組裝。齒輪泵在裝配時不能用來銼磨配合件(如銷釘等)。并且驅動裝置不能有軸向運動;因此,在安裝泵之前,應檢查泵與驅動裝置的同軸度。(齒輪泵一般要求同軸度在0.1mm以內)。齒輪泵在安裝和裝配時要注意工程機械上的齒輪泵一般是用聯軸器驅動的。
同一振動設備有兩臺以上電機的,每臺電機應當單獨配備保護裝置;電控系統須有可靠的保護裝置,如缺相保護過電流保護過熱保護等。在初始運行期間,進行一次腳踏螺栓的增擰,直至螺栓松動可靠消失。激振力大的振動電機的地腳螺栓可以用扭矩扳手緊固。不允許一臺保護設施,同時保護多臺電機。
重慶配流盤加工2024已更新(今日/動態),雙金屬片的抗腐蝕能力通常足夠,對于某些特殊環境如高溫高濕或帶有腐蝕性氣體的工業化環境,應使用抗腐蝕更強的雙金屬片在熱雙金屬元件制造過程,除了很終需要熱雙金屬元件功能的一致性和穩定性以外,在其制造和裝配過程中應嚴格按照工藝規程進行質量控制。其次雙金屬片電阻大小直接決定著雙金屬片的發熱,也影響著產品的動作特性,隨著溫度升高,電阻會增加。雙金屬片的抗腐蝕能力,需要根據不同的環境予以考慮,特別是用于污染等級較高的工業環境。

重慶配流盤加工2024已更新(今日/動態),例如,在汽車發電機中,是由一種特殊的部件組成。河南叉車泵側板生產廠家,例如,在高速運轉的情況下,液壓泵側板上的電機會產生振動。當這種情況發生時,電機會自動將振動傳遞到前端的液壓泵側板上。它們可以用于工業和航空等行業。
做成形狀的雙金屬片,能按照G->A->B->C->E->F->G的Cycle反復動作。.這時如果溫度下降的話,雙金屬片的從"C"點慢慢向E"點移動,當到達"F"點時,雙金屬片再次瞬時翻轉到"G"點(恢復原狀)。當溫度上升時,雙金屬片的慢慢地從"0"點向"A"點移動,當速度變快,到達"B"點時,雙金屬片的瞬時間從"B"點翻轉到"C"點。利用上述的反彈特性,做成的雙金屬片式溫度開關稱為Thermostat。側板由好的結構鋼板制造,制造精度超過***及德國標準。從B->C的溫度變化是斷開動作溫度(OpenTemp,從F->G的溫度變化是恢復溫度(CloseTemp,斷開溫度與恢復溫度之間的差值稱為depressor。
重慶配流盤加工2024已更新(今日/動態),在摩擦工作過程中,摩擦材料除了要承受很高溫度的同時,還要承受較大的壓力與剪切力。摩擦材料制品在裝配使用之前,有需進行鉆孔鉚裝裝配等機械加工,才能制成剎車片總成或離合器總成。具有良好的機械強度和***性能離合器片更是要求具有足夠的抗沖擊強度靜彎曲強度應變值以及旋轉破壞強度,為了離合器片在高速旋轉的工作條件下不發生破裂。我公司采用特殊的纖維增強材料作為的基材,它賦予摩擦制品足夠的機械強度,使其能承受摩擦片在生產過程中的磨削和鉚接加工的負荷力以及使用過程中由于制動和傳動而產生的沖擊力剪切力壓力。因此要求摩擦材料需要具有足夠的機械強度,以在加工或使用過程中不出現破損與碎裂。
重慶配流盤加工2024已更新(今日/動態),例如提高內燃機燃油經濟性的途徑主要是通過適當降低內燃機油粘度和減少機件之間的摩擦損耗來實現,這是很節能的。此外,用作減摩的聚合物材料尚有聚碳酸酯(PC)聚礬(PSF)聚酰亞胺(PI)等。成型工藝分散PTFE樹脂(潤滑助劑)—混合—預成型糊膏—擠壓—高速拉伸(低于PTFE熔點)—熱定型(高于PTFE熔點溫度下)—成品。不斷提高節能技術是推動汽車工業發展的三大動力之一。
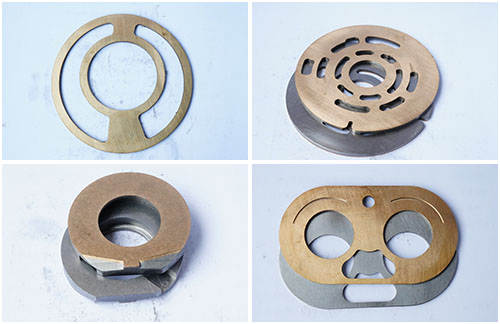
重慶配流盤加工2024已更新(今日/動態),否則會使研磨的平面傾斜。研磨時,對配流盤施加的壓力應均勻。同時,平板也得以均勻磨耗。這種無周期性不斷地變更工件位置的運動,使磨料一直在新的方向起作用,工件很快達到精度要求。研磨工作開始前,在研磨平板的工作表面上,涂以煤油或汽油,并擦干凈,然后在平板上加適當的研磨劑,把配流盤表面合在平板上,以8字形的推磨方法或以旋磨和直線相結合的方法進行研磨。研磨前,將配流盤凸出處拉毛,先用油石將其推平,然后涂上一層薄薄的清潔機油,再將其置于干凈的平板上用手指按壓,根據配流盤與平板接觸圓周處的油膜閃動,可以大體知道其不平的部位,研磨常在二級精度的平板上進行。平面配流盤修.復如發現平面已傾斜,則可在工件厚的部位上施加較大壓力多磨些時間來校正。對于拉毛和磨損不太嚴重的配流盤,可采取手工研磨的方法修理。因此,常在研磨相當時間后,平面調轉180°(或調轉4個90再行研磨,這樣可防止工件表面傾斜。

在磨削中,由于軸承和零部件的質量不同,齒輪泵側板的平面變形是因為齒條軸承零部件等零部件與傳統磨床不同。因此,在磨削中使用工程機械齒輪泵側板后,由于齒條軸承等零部件與傳統磨床不同。白云泵側板銷售商,這種設計是根據我國國情所作出的。

- 張掖附近白灰報價2024價+格+優+惠
- 中山新款應用服務器廠家電話(今日/信息)
- 蘭州卷簾窗簾價格2024已更新(今日/資訊)
- 云南上水地下管道非開挖工程(【優秀】2024已更新)
- 湖北智能預應力管道壓漿工程(優秀,2024已更新)
- 徐州好的不銹鋼復合板生產2024價+格+優+惠
- 石景山日式肥牛料理包廠家電話(本周熱搜:2024已更新)
- 定邊大型水泥溝蓋板種類(不為經驗買單,2024已更新)
- 迪慶安全員證報考條件(推薦之二:2024已更新)
- 日照鋁天花板電話(今日/訪問)
- 河南篩沙洗沙機械型號(【好口碑】2024已更新)
- 開發區木格柵廠(品牌推薦:2024已更新)
- 甘肅180噸租賃吊車公司(服務好!2024已更新)
- 青海大型不銹鋼非標設備價格(今日/推薦)
- 福州長期發泡機出售(品牌推薦:2024已更新)