淄博白云側(cè)板生產(chǎn)廠家(實時/溝通)
淄博白云側(cè)板生產(chǎn)廠家(實時/溝通)白云減摩制品,高靈敏型高靈敏度高電阻等特性。電阻式有不同的電阻率選擇,適用于各種小型化標(biāo)準(zhǔn)化的電器。低溫型適用于工作在0℃以下。高溫型適用于300℃以上,強(qiáng)度高,抗氧化性能好。通用型適用于各種用途和中溫范圍,靈敏度高,強(qiáng)度高。
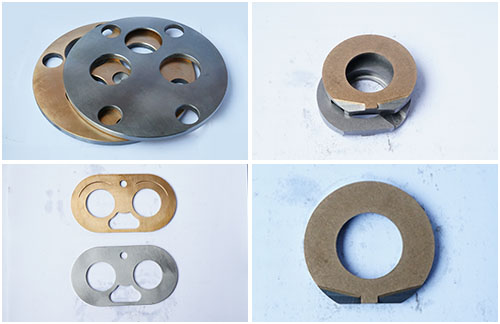
大流量齒輪油泵的特點(diǎn)和技術(shù)參數(shù)大流量齒輪泵側(cè)板的應(yīng)用范圍在輸油系統(tǒng)中可用作傳輸增壓泵;在燃油系統(tǒng)中可用作輸送加壓噴射的燃油泵;大流量齒輪泵側(cè)板的用途適用于輸送不含固體顆粒和纖維,無腐蝕性,溫度不高于80℃,粘度為510-6~510-3m2/s-1500cSt的潤滑油或性質(zhì)類似潤滑油的其他液體。大流量齒輪泵側(cè)板的結(jié)構(gòu)特點(diǎn)本系列齒輪泵側(cè)板主要有齒輪軸泵體軸端密封所組成。在一切工業(yè)領(lǐng)域中,均可作潤滑油泵用。
直軸斜盤式柱塞泵的配流盤從材質(zhì)選擇機(jī)加工工藝熱處理規(guī)范都有較高的要求。配流盤發(fā)生的故障大多是配流盤磨損咬盤甚至燒盤,導(dǎo)致配流盤與缸體配流平面配流盤與泵體配流平面之間配合不貼切,降低密封性能,造成泄漏。
偏心塊調(diào)整問題偏心塊調(diào)整時,錯誤地將兩端偏心塊的方向反向,使振動電機(jī)產(chǎn)生空間轉(zhuǎn)矩,使振動電機(jī)在非正常狀態(tài)下工作,引起燒損。因此,在調(diào)整偏心塊時,須注意兩端的偏心塊各對應(yīng)兩個,或者注意對稱性,以免兩端偏心塊的連接線與旋轉(zhuǎn)軸平行,出現(xiàn)異面狀態(tài)。
o若側(cè)板磨損很嚴(yán)重,其上的青銅燒結(jié)層已薄甚至有脫落剝殼現(xiàn)象時,應(yīng)更換新側(cè)板,建議兩側(cè)側(cè)板同時更換。若側(cè)板磨損嚴(yán)重,但青銅燒結(jié)層尚有相當(dāng)?shù)暮穸龋簤簷C(jī)此時可將側(cè)板在平面磨床上精磨,其平面度允差和平行度允差均應(yīng)在0.0mm左右,表面粗糙度應(yīng)優(yōu)于Ra=0.4μmo
浙江齒輪油泵側(cè)板哪家好作者白云減摩-0-27帶您了解浙江齒輪油泵側(cè)板哪家好,在加工過程中,由于采用了數(shù)控銑刀的度高加工精度高刀具壽命長等特點(diǎn),因此能夠提高加工效率。同時,由于采用了數(shù)控銑削系統(tǒng)可以大幅減少磨削時間和材料的消耗。

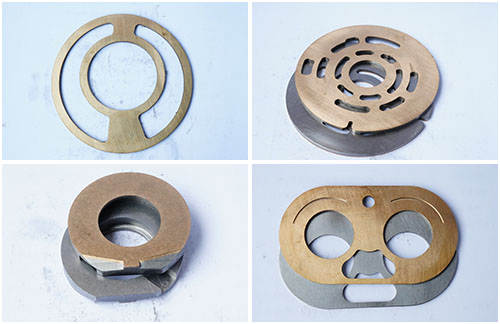
配油盤內(nèi)表面和孔徑部分的磨損與轉(zhuǎn)子的磨損原因相同,是由于轉(zhuǎn)子的軸向竄動產(chǎn)生兩零件間相互摩擦的結(jié)果。配油盤,在或泵中,起高低油路分配作用,使馬達(dá)或泵中高壓油作用時輸出扭矩,低壓油(回油)時把停止輸出扭矩的柱塞腔中的高壓油排出。
齒輪由干密封性差容積效率較低輸入油壓力不能過高不能產(chǎn)生較大轉(zhuǎn)矩。為了減少轉(zhuǎn)矩脈動,齒輪的齒數(shù)比泵的齒數(shù)要多。并且瞬間轉(zhuǎn)速和轉(zhuǎn)矩隨著嚙合點(diǎn)的位置變化而變化,因此齒輪僅適合于高速小轉(zhuǎn)矩的場合。齒輪馬達(dá)在結(jié)構(gòu)上為了適應(yīng)正反轉(zhuǎn)要求,進(jìn)出油口相等具有對稱性有單獨(dú)外泄油口,將軸承部分的泄漏油引出殼體外;齒輪馬達(dá)為了減少啟動摩擦力矩,采用滾動軸承;一般用于工程機(jī)械農(nóng)業(yè)機(jī)械以及對轉(zhuǎn)矩均勻性要求不高的機(jī)械設(shè)備上。
原因液壓油在漸開線齒輪泵運(yùn)轉(zhuǎn)過程中,因齒輪相交處的封閉體積隨時間改變,常有一部分的液壓油被密封在齒間,如圖2所示,稱為困油現(xiàn)象,因液壓油不可壓縮將使外接齒輪產(chǎn)生大的振動和噪聲,影響系統(tǒng)正常工作。困油現(xiàn)象缺點(diǎn)徑向力不平衡流動脈動大噪聲大效率低,零件的互換性差,磨損后不易修復(fù),不能做變量泵用。
齒輪泵可高速輸送1500cst粘度液體,減速后可達(dá)到50000cst。齒輪泵的效率會隨著粘度的增加而增加。當(dāng)粘度增加時,離心泵的效率將大大降低。一般來說,離心泵的輸送粘度小于750cst,需要降低泵速;齒輪泵的結(jié)構(gòu)將相對緊湊和小巧。
淄博白云側(cè)板生產(chǎn)廠家(實時/溝通),工藝特點(diǎn)加工工藝路線研究如下沖壓落料外形→沖壓定位基準(zhǔn)沉孔→數(shù)銑分配油窗孔→精銑成形→機(jī)去毛刺→數(shù)控加工各種油槽→兩平面加工→電火花穿孔→精研磨兩平面→超聲波自動清洗→檢驗→包裝→入庫→交付。采用冷沖壓成型工藝,生產(chǎn)的側(cè)板配油盤合金表面形狀較復(fù)雜液壓零件,生產(chǎn)效率高,表面密度原材料的硬度和摩擦性能較大提高和改善,缺點(diǎn)是沖壓模具質(zhì)量和精度要求特別高,模具壽命比較短,成本大。
淄博白云側(cè)板生產(chǎn)廠家(實時/溝通),另外,由于液壓泵側(cè)板容積效率很高,因此可以將其設(shè)置為值。因此,產(chǎn)品尺寸不能太大,應(yīng)該在1米以下。在選擇產(chǎn)品時,首先要考慮的是側(cè)板的尺寸。如果側(cè)板尺寸不一致,那么就會使其使用壽命受到影響。如果側(cè)板的尺寸與其外形相匹配或者相差很大,那么就可能會造成產(chǎn)品質(zhì)量題。在缸體的正面,有一個圓錐狀的螺桿,它可以使缸體的表面與缸體之間形成一個直徑約2mm的直徑約為5m×2m的螺桿。這種方法對于液壓泵側(cè)板來說是比較理想。

- 濟(jì)南工程用狼尾草批發(fā)商(2024更新中)滾動商訊
- 天津醫(yī)用手套膠乳電話(瞧過來:2024已更新)
- 北京重金屬水處理復(fù)合配方(服務(wù)好!2024已更新)
- 鉆床市場(相信選擇沒錯!2024已更新)
- 漯河膜結(jié)構(gòu)自行車棚價格(服務(wù)至上:2024已更新)
- 安慶帶扣膨脹鉤公司(今日/回訪)
- 浙江附近的100RV液下渣漿泵報價(今日/資訊)
- 福州注冊公司查詢(智選:2024已更新)
- 青島纖維素多層紙閥口袋供應(yīng)商-2024新聞已更新
- 武威橋梁碎石公司電話(今日/要點(diǎn))
- 新疆全自動組合式換熱機(jī)組價格(剛剛推薦:2024已更新)
- 吳忠甲醇燃料(今日/資訊)
- 臨沂質(zhì)量好的長壽無滴膜2024+按+實+力+一+覽
- 眉山附近熟石灰供應(yīng)商(公開:2024已更新)
- 廣安回收銀元一個(今日/商情)