-
廣東中翔新材料簽約德米薩智能ERP加強(qiáng)企業(yè)管理水平
-
碩鋮工業(yè)簽約德米薩智能進(jìn)銷存系統(tǒng)提升企業(yè)管理水平
-
燊川實(shí)業(yè)簽約德米薩醫(yī)療器械管理軟件助力企業(yè)科學(xué)發(fā)展
-
森尼電梯簽約德米薩進(jìn)銷存系統(tǒng)優(yōu)化企業(yè)資源管控
-
喜報(bào)!熱烈祝賀德米薩通過(guò)國(guó)際CMMI3認(rèn)證
-
德米薩推出MES系統(tǒng)助力生產(chǎn)制造企業(yè)規(guī)范管理
-
德米薩醫(yī)療器械管理軟件通過(guò)上海市醫(yī)療器械行業(yè)協(xié)會(huì)評(píng)審認(rèn)證
-
德米薩ERP助力客戶成功對(duì)接中石化易派客平臺(tái)
-
選擇進(jìn)銷存軟件要考慮哪些因素
-
德米薩告訴您為什么說(shuō)ERP系統(tǒng)培訓(xùn)很重要?
長(zhǎng)寧區(qū)整套臥式車床排行榜
1 .開車前的檢查1.1 根據(jù)機(jī)床潤(rùn)滑圖表加注合適的潤(rùn)滑油脂。1.2 檢查各部電氣設(shè)施,手柄、傳動(dòng)部位、防護(hù)、限位裝置齊全可靠、靈活。1.3 各檔應(yīng)在零位,皮帶松緊應(yīng)符合要求。1.4 床面不準(zhǔn)直接存放金屬物件,以免損壞床面。1.5 被加工的工件、無(wú)泥砂、防止泥砂掉入拖板內(nèi)、磨壞導(dǎo)軌。1.6 未夾工件前必須進(jìn)行空車試運(yùn)轉(zhuǎn),確認(rèn)一切正常后,方能裝上工件。2 .操作程序2.1 上好工件,先起動(dòng)潤(rùn)滑油泵,使油壓達(dá)到機(jī)床的規(guī)定,方可開動(dòng)。2.2 調(diào)整交換齒輪架,調(diào)掛輪時(shí),必須切斷電源,調(diào)好后,所有螺栓必須緊固,扳手應(yīng)及時(shí)取下,并脫開工件試運(yùn)轉(zhuǎn)。2.3 裝卸工件后,應(yīng)立即取下卡盤扳手和工件的浮動(dòng)物件。2.4 機(jī)床的尾架、搖柄等按加工需要調(diào)整到適當(dāng)位置,并緊固或夾緊。加工長(zhǎng)料時(shí),主軸后面伸出的部份不宜過(guò)長(zhǎng),若過(guò)長(zhǎng)應(yīng)裝上托料架,并掛危險(xiǎn)標(biāo)記。長(zhǎng)寧區(qū)整套臥式車床排行榜
2.1.2對(duì)刀調(diào)整必須緩慢,當(dāng)?shù)都怆x工件加工部位40-60毫米時(shí),應(yīng)改用手動(dòng)或工作進(jìn)給,不準(zhǔn)快速進(jìn)給直接吃刀。2.1.3 用銼刀打光工件時(shí),應(yīng)將刀架退至安全位置,操作者應(yīng)面向卡盤,右手在前,左手在后。表面有鍵槽,方孔的工件禁止用銼刀加工。2.1.4 用砂布打光工件外圓時(shí),操作者按上條規(guī)定的姿勢(shì),兩手拉著砂布兩頭進(jìn)行打光。禁止用手指夾持砂布打磨內(nèi)孔。2.1.5 自動(dòng)走刀時(shí),應(yīng)將小刀架調(diào)到與底座平齊,以防底座碰到卡盤。2.1.6 切斷大、重工件或材料時(shí),應(yīng)留有足夠的加工余量。3 .停車操作3.1 切斷電源、卸下工件。3.2 各部手柄***零位,清點(diǎn)工器具,打掃清潔。寶山區(qū)安裝臥式車床維保上好工件,先起動(dòng)潤(rùn)滑油泵,使油壓達(dá)到機(jī)床的規(guī)定,方可開動(dòng)。

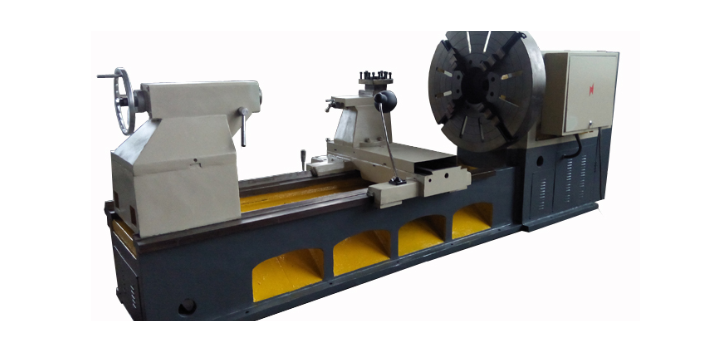
刀架:刀架部件由幾層刀架組成,它的功能是裝夾刀具,使刀具作縱向、橫向或斜向進(jìn)給運(yùn)動(dòng)。尾座:安裝作定位支撐用的后前列、也可以安裝鉆頭、鉸刀等孔加工刀具來(lái)進(jìn)行孔加工。床身:在床身上安裝著車床各個(gè)主要部件,使他們?cè)诠ぷ鲿r(shí)保持準(zhǔn)確的相對(duì)位置。附件1.三爪卡盤(用于圓柱形工件),四爪卡盤(不規(guī)則工件)2.活前列(用于固定加工件)3.中心架(穩(wěn)定加工件)4.跟刀架主要特點(diǎn)1、低頻力矩大、輸出平穩(wěn)2、高性能矢量控制3、轉(zhuǎn)矩動(dòng)態(tài)響應(yīng)快、穩(wěn)速精度高4、減速停車速度快5、抗干擾能力強(qiáng)
1900年進(jìn)入精密化時(shí)期。19世紀(jì)末到20世紀(jì)初,單一的車床已逐漸演化出了銑床、刨床、磨床、鉆床等等,這些主要機(jī)床已經(jīng)基本定型,這樣就為20世紀(jì)前期的精密機(jī)床和生產(chǎn)機(jī)械化和半自動(dòng)化創(chuàng)造了條件。在20世紀(jì)的前20年內(nèi),人們主要是圍繞銑床、磨床和流水裝配線展開的。由于汽車、飛機(jī)及其發(fā)動(dòng)機(jī)生產(chǎn)的要求,在大批加工形狀復(fù)雜、高精度及高光潔度的零件時(shí),迫切需要精密的、自動(dòng)的銑床和磨床。由于多螺旋線刀刃銑刀的問(wèn)世,基本上解決了單刃銑刀所產(chǎn)生的振動(dòng)和光潔度不高而使銑床得不到發(fā)展的困難,使銑床成為加工復(fù)雜零件的重要設(shè)備。裝卸工件后,應(yīng)立即取下卡盤扳手和工件的浮動(dòng)物件。

十五世紀(jì)的機(jī)床雛形,由于制造鐘表和武器的需要,出現(xiàn)了鐘表匠用的螺紋車床和齒輪加工機(jī)床,以及水力驅(qū)動(dòng)的炮筒鏜床。1501年左右,意大利人列奧納多·達(dá)芬奇曾繪制過(guò)車床、鏜床、螺紋加工機(jī)床和內(nèi)圓磨床的構(gòu)想草圖,其中已有曲柄、飛輪、前列和軸承等新機(jī)構(gòu)。中國(guó)明朝出版的《天工開物》中也載有磨床的結(jié)構(gòu),用腳踏的方法使鐵盤旋轉(zhuǎn),加上沙子和水來(lái)剖切玉石。工業(yè)**導(dǎo)致了各種機(jī)床的產(chǎn)生和改進(jìn)。十八世紀(jì)的工業(yè)**推動(dòng)了機(jī)床的發(fā)展。1774年,英國(guó)人威爾金森(全名約翰·威爾金森)發(fā)明了較精密的炮筒鏜床。次年,他用這臺(tái)炮筒鏜床鏜出的汽缸,滿足了瓦特蒸汽機(jī)的要求。為了鏜制更大的汽缸,他又于1775年制造了一臺(tái)水輪驅(qū)動(dòng)的汽缸鏜床,促進(jìn)了蒸汽機(jī)的發(fā)展。從此,機(jī)床開始用蒸汽機(jī)通過(guò)曲軸驅(qū)動(dòng)。進(jìn)刀時(shí),刀要緩慢接近工作,避免碰擊;拖板來(lái)回的速度要均勻。換刀時(shí),刀具與工件必須保持適當(dāng)距離。崇明區(qū)庫(kù)存臥式車床修理
機(jī)床的尾架、搖柄等按加工需要調(diào)整到適當(dāng)位置,并緊固或夾緊。長(zhǎng)寧區(qū)整套臥式車床排行榜
2.5 工件、刀具、夾具必須裝卡牢固。浮動(dòng)力具必須將引刀部分伸入工件,方可啟動(dòng)機(jī)床。2.6 使用中心架或跟刀架時(shí),必須調(diào)好中心,并有良好的潤(rùn)滑和支承接觸面。2.7 加工長(zhǎng)料時(shí),主軸后面伸出的部份不宜過(guò)長(zhǎng),若過(guò)長(zhǎng)應(yīng)裝上托料架,并掛危險(xiǎn)標(biāo)記。2.8 進(jìn)刀時(shí),刀要緩慢接近工作,避免碰擊;拖板來(lái)回的速度要均勻。換刀時(shí),刀具與工件必須保持適當(dāng)距離。2.9 切削車刀必須緊固,車刀伸出長(zhǎng)度一般不超過(guò)刀厚度的2.5倍。2.1.0 加工偏心件時(shí),必須有適當(dāng)?shù)呐渲兀箍ūP重心平衡,車速要適當(dāng)。2.1.1. 盤卡超出機(jī)身以外的工件,必須有防護(hù)措施。長(zhǎng)寧區(qū)整套臥式車床排行榜
上海楊鐵精密機(jī)械有限公司在同行業(yè)領(lǐng)域中,一直處在一個(gè)不斷銳意進(jìn)取,不斷制造創(chuàng)新的市場(chǎng)高度,多年以來(lái)致力于發(fā)展富有創(chuàng)新價(jià)值理念的產(chǎn)品標(biāo)準(zhǔn),在江蘇省等地區(qū)的機(jī)械及行業(yè)設(shè)備中始終保持良好的商業(yè)口碑,成績(jī)讓我們喜悅,但不會(huì)讓我們止步,殘酷的市場(chǎng)磨煉了我們堅(jiān)強(qiáng)不屈的意志,和諧溫馨的工作環(huán)境,富有營(yíng)養(yǎng)的公司土壤滋養(yǎng)著我們不斷開拓創(chuàng)新,勇于進(jìn)取的無(wú)限潛力,上海楊鐵精密機(jī)械供應(yīng)攜手大家一起走向共同輝煌的未來(lái),回首過(guò)去,我們不會(huì)因?yàn)槿〉昧艘稽c(diǎn)點(diǎn)成績(jī)而沾沾自喜,相反的是面對(duì)競(jìng)爭(zhēng)越來(lái)越激烈的市場(chǎng)氛圍,我們更要明確自己的不足,做好迎接新挑戰(zhàn)的準(zhǔn)備,要不畏困難,激流勇進(jìn),以一個(gè)更嶄新的精神面貌迎接大家,共同走向輝煌回來(lái)!
- 閔行區(qū)整套立式加工中心修理 2025-04-15
- 虹口區(qū)整套臥式車床排行榜 2025-04-15
- 奉賢區(qū)常規(guī)立式加工中心操作 2025-04-15
- 青浦區(qū)庫(kù)存臥式車床市場(chǎng) 2025-04-15
- 虹口區(qū)整套臥式車床是什么 2025-04-15
- 青浦區(qū)質(zhì)量臥式車床市場(chǎng) 2025-04-15
- 靜安區(qū)哪些立式加工中心是什么 2025-04-15
- 金山區(qū)整套臥式車床排行榜 2025-04-15
- 上海庫(kù)存臥式車床哪里好 2025-04-15
- 徐匯區(qū)什么立式加工中心保養(yǎng) 2025-04-15
- 太原輸送式噴砂機(jī) 2025-04-15
- 新疆銷售測(cè)漏器售后維護(hù) 2025-04-15
- 山東威力龍門銑床設(shè)備 2025-04-15
- 手持式老化測(cè)試柜定制 2025-04-15
- 青海37米高空作業(yè)車租賃 2025-04-15
- 小型水切割機(jī)廠家 2025-04-15
- 湖北大功率減速機(jī)廠家 2025-04-15
- 江蘇機(jī)床導(dǎo)軌型號(hào) 2025-04-15
- 河南uv圓柱體打印機(jī)采購(gòu) 2025-04-15
- 河南定制化靜電除塵器優(yōu)缺點(diǎn) 2025-04-15