吉林焊接錐形封頭標準
不銹鋼錐形封頭的檢驗重點:1.針對不銹鋼封頭原材料的檢驗。首先要檢驗關于材料質量的證明文件。材料的質量是否過關以及對否符合標準。2.封頭實物的檢驗。①外觀尺寸一定要符合訂貨方的需求,其材料表面的標識需要噴碼標注,如材料標準、批號場次、材料的材質縮寫等正。②所用材料需要經過固溶退火酸洗的處理,保證其表面沒有明顯瑕疵和缺陷,比如說裂紋、劃傷、分層等。3.封頭不銹鋼板的下料。封頭不銹鋼板的切割方式可以采取剪板機剪切、激光或者是等離子切割,或者使用火焰切割下料。4.材料的堆放。與其他的材料存放不同,不銹鋼材料的擺放要與碳鋼材料隔離開來,存放的時候要按照不銹鋼的產出規格、產出批次以及材質分類存放在室內。5.板材焊接。在檢驗的時候需要查看封頭的板材焊接是否符合標準、是否存在瑕疵等。溫州浩邦金屬制品有限公司為您提供 對焊錐形封頭設備,有需求可以來電咨詢!吉林焊接錐形封頭標準

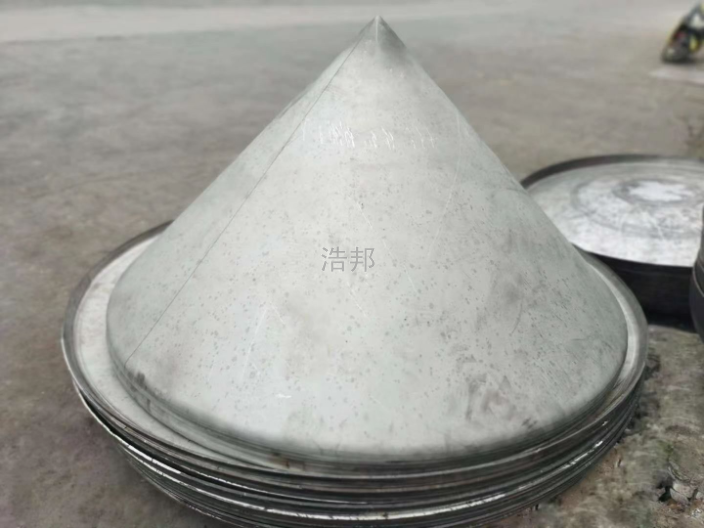
淺談錐體封頭使用環境:錐體封頭是指封頭外觀形狀類似于錐的形狀,可以起到很好的作用。由于使用錐體封頭的地方還是挺多的,因此市面上的錐體封頭使用情況還是非常廣的,那么錐體封頭的使用環境怎么樣呢,一起和封頭生產廠家來了解下。錐體封頭運用在輕度密封的場合,為了適應生產的需要必須將封頭進行恰當的加固,錐體封頭的物理構造設計的和其余的封頭有很大的差距,因此在運用的時候起底部會遭到很大的壓強,不平均的壓強勢必會造成封頭的不穩固,這就是為什么要對封頭進行加固的原因,錐體封頭的使用環境,這是由于不同的運用環境關于封頭有不同的請求而咱們正是為了滿意封頭的運用環境的請求才購置特定的封頭的,這樣咱們重視運用環境就是應該的了,然而在實踐之中咱們還須要重視另外的一種環境,這種環境就是封頭所運用的實踐環境。買封頭,來浩邦。只需要提供產品型號,用途,會有專業人員馬上出方案報價,您可以足不出戶進行一對一溝通,也可以遠程看廠看貨,直到您滿意為止。一站式為您輕松搞定,封頭,法蘭,人孔,統統都能做,不銹鋼原產地直發,無任何中間商環節,真正做到省時,省錢,省心。質量有保障。歡迎大家來電咨詢。河南小口徑錐形封頭生產廠家溫州浩邦金屬制品有限公司是一家專業提供 對焊錐形封頭設備的公司,有想法可以來我司咨詢!

錐形封頭使用范圍及材質:應用范圍:石油、電子、化工、、輕紡、食品、機械、建筑、、航空航天、、鍋爐壓力容器、火電、冶煉、環保、機械及其它容器儲罐等行業。橢圓錐形封頭即為由旋轉橢圓球面和圓筒形直段兩部分組成的錐形封頭。殼體材料:碳鋼、不銹鋼、合金鋼適用介質:氣體、液體、蒸汽工藝特點:沖壓冷熱成型,外形像錐度故名錐形封頭材質:不銹鋼304,304L,316,321、310S、2205,2507,Q235,碳鋼等。鍋爐錐形封頭,加工能力:可完成Φ159mm-Φ7000mm厚度2mm-200mm的各種封頭。用在壓力容器上,上下各有一個錐形封頭,中間是一個直管段,作為壓力容器的罐子用。錐形封頭是應用于化工設備的底蓋,便于收集與卸除這些設備中的固體物料。有些塔設備上、下部分的直徑不等,也常用錐形殼體將直徑不等的兩段塔體連接起來。
折邊錐形封頭有3種形式,一是兩端(即大端與小端)折邊,二是大端折邊而小端不折邊,三是大端不折邊而小端折邊。折邊錐形封頭翻邊主要有以下4種方法,一是整體沖壓翻邊,坯錐制造完成后,沖壓折邊端;二是分瓣沖壓翻邊,瓣片下料后,沖壓折邊端(或段),再組焊;三是滾壓翻邊,坯錐制造完成后,設備滾壓折邊端;四是旋壓翻邊,坯錐制造完成后,旋壓大端,如果小端需翻邊,則再沖壓或滾壓小端。此外,還有靠模敲打翻邊。1整體沖壓翻邊整體沖壓翻邊在油壓機(或水壓機)上進行。折邊錐形封頭大端沖壓翻邊如圖。將待翻邊的坯錐置于壓機上模與下模之間,上模及下模的形狀與錐形封頭折邊的形狀相同;下模為一般的封頭沖壓模,直徑略大于折邊錐形封頭的大端外徑。啟動油壓機后,隨著上模的下行,坯錐逐漸變形完成翻邊。溫州浩邦金屬制品有限公司是一家專業提供 對焊錐形封頭設備的公司,有想法的不要錯過哦!
封頭的酸洗操作步驟及作業標準封頭類產品加工生產中,其中有一道工序叫做酸洗。之所以要進行酸洗,主要是希望通過這一到工序來將成型封頭表面的焊渣、熔渣、油污及氧化皮等污物清洗干凈。那么,具體的酸洗步驟該如何進行呢?在酸洗操作過程中,具體的檢驗標準又是什么呢?接下來我們來了解一下具體的酸洗操作步驟:1、先根據待處理的封頭產品情況,確定具體的工藝流程;2、工作時,戴好勞保物品,將酸液均勻涂滿產品的外表面,進行初步清洗;3、結束后,大量使用大量清水進行沖洗。在表面形成一層鈍化膜;4、檢查污物是否處理干凈,凡是不符合要求的產品,要及時進行返工。酸洗作業的具體參照標準:,工作人員首先是參照工藝卡內容,和實物對照確認封頭產品的具體材質,數量,爐批號,指令號,單件號,檢查有無鼓包,裂紋等缺陷;第二,穿戴好勞保用品,配置好酸洗液,將配制好的酸洗液均勻的涂在產品表面;第三,切記,酸洗過程中不得有明顯的腐蝕痕跡;第四,氧化皮徹底去除,焊縫熱影響區域及熱加工封頭表面不得有氧化色。同時還要注意,在加工封頭產品的時候,其焊縫中的飛濺物以及熔渣等雜質必須要徹底清理干凈。溫州浩邦金屬制品有限公司為您提供 對焊錐形封頭設備,有想法的不要錯過哦!黑龍江旋壓錐形封頭規格型號
對焊錐形封頭設備,就選溫州浩邦金屬制品有限公司,用戶的信賴之選。吉林焊接錐形封頭標準
錐形封頭的參數及應用領域:應用于許多化工設備(如蒸發器,噴霧干燥器,結晶器及沉降器等)的底蓋,錐殼大端連接處的Q值圖中間值用內插法。加強區長度,錐殼加強段的長度L1不應小于;圓筒加強段的長度L不應小于。2.錐體小端錐體小端與圓筒連接時,小端錐壁厚設計:以p/([s]tj)與半頂角a的值,查確定錐殼小端連接處的加強圖,錐殼小端連接處的Q值圖當其交點位于曲線之上方時,不必局部加強。計算壁厚d的計算同大端。當其交點位于圖中曲線下方時,則需要局部加強。其計算壁厚的公式為式中Dis-錐體小端內直徑,mm;Q-應力增值系數,由確定錐殼小端連接處的Q值圖查出。在任何情況下,加強段的厚度不得小于相連接的錐殼厚度。錐殼加強段的長度L1不應小于;圓筒加強段的長度L不應小于。3.無折邊錐殼的厚度當無折邊錐殼的大端或小端,或大、下端同時具有加強段時,應分別按式(4-32)、(4-33)、(4-34)分別確定錐殼各部分厚度。若整個錐形封頭采用同一厚度時,應取上述各部分厚度中的大值作為封頭的厚度。㈡折邊錐形封頭或錐形筒體采用帶折邊錐體作封頭或變徑段可以降低轉角處的應力集中。根據半頂角的大小,分為三種情況:當錐體大端的半頂角a>30°時,應采用帶過渡段的折邊結構。吉林焊接錐形封頭標準
- 河南壓力罐錐形封頭高度 2025-02-12
- 吉林430錐形封頭源頭工廠 2025-02-12
- 黑龍江對焊錐形封頭制造廠家 2025-02-12
- 黑龍江容器拋光封頭規格型號 2025-02-11
- 四川國標拋光封頭制造廠家 2025-02-11
- 吉林焊接拋光封頭重量 2025-02-11
- 浙江2205拋光封頭廠家 2025-02-10
- 河北316L拋光封頭重量 2025-02-10
- 寧夏壓力容器拋光封頭重量 2025-02-10
- 河北不銹鋼304拋光封頭尺寸 2025-02-09
- 江西PXV-F111氣閥開關 2025-02-12
- 南平汽車配件推薦 2025-02-12
- 泰州汽車同步帶輪廠商 2025-02-12
- 安徽纖維手柄尼龍錘頭安裝錘價錢 2025-02-12
- 多功能大拉手配套 2025-02-12
- 廣東圓螺母公司 2025-02-12
- 水上用品塑料制品生產 2025-02-12
- 江蘇全自動智能柜 2025-02-12
- 永州洗衣池模具廠家價格 2025-02-12
- 江蘇Y型密封件 2025-02-12