-
中小企業(yè)如何利用“預測性分析”打造個性化產(chǎn)品與服務(wù)?
-
如何通過品牌差異化在市場上建立獨特的競爭優(yōu)勢?
-
中小企業(yè)如何在短時間內(nèi)建立有效的內(nèi)容營銷體系?
-
直播帶貨:中小企業(yè)如何玩轉(zhuǎn)內(nèi)容電商新模式?
-
如何通過“體驗式營銷”讓消費者主動成為品牌傳播者?
-
如何通過互動小游戲提升品牌的社交媒體傳播?
-
如何運用情感化設(shè)計提升產(chǎn)品和服務(wù)的市場競爭力?
-
“慢營銷”對中小企業(yè)長線品牌建設(shè)的價值
-
中小企業(yè)如何在訂閱經(jīng)濟模式中找到盈利新路徑?
-
如何通過員工個人品牌提升中小企業(yè)的市場影響力?
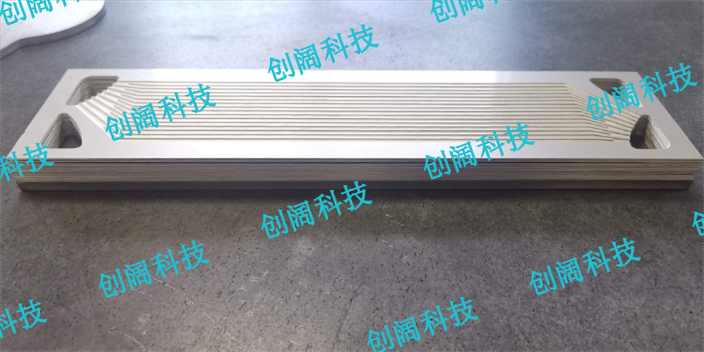
電子芯片微通道換熱器設(shè)計
真空擴散焊產(chǎn)品介紹產(chǎn)品名稱:真空擴散焊材料材質(zhì):陶瓷和可伐合金、銅、鈦、玻璃和可伐合金;黃金和青銅;鉑和鈦;銀和不銹鋼;鈮和陶瓷、鑰;鋼和鑄鐵、鋁、鎢、鈦、金屑陶瓷、錫;銅和鋁、鈦;青銅和各種金屬以及非金屬材料等等。材料厚度(公制):真空擴散焊的材料厚度通常是采用。產(chǎn)品用途:擴散焊已用于反應堆燃料元件、蜂窩結(jié)構(gòu)板、靜電加速管、各種葉片、葉輪、沖模、換熱器流道板片、深孔加工、工裝治具、鍍膜夾具、電子元件、五金配件、模具冷卻等的制造。產(chǎn)品價格:真空擴散焊的價格通常是以材料的厚度、產(chǎn)品管控精度要求、量產(chǎn)數(shù)量等等因素來進行綜合核定評估的,一般批量越大價格越優(yōu)惠。焊接加工能力:創(chuàng)闊金屬公司擁有先進的真空擴散焊接設(shè)備,生產(chǎn)能力強、焊接產(chǎn)品精度高、品質(zhì)持續(xù)穩(wěn)定,公司每月可生產(chǎn)各種規(guī)格的真空擴散焊產(chǎn)品2噸以上,是國內(nèi)綜合實力較強的真空擴散焊廠家。樣品提供:由于打樣數(shù)量較多,基于成本的壓力,本公司所有的真空擴散焊產(chǎn)品都采用付費打樣的模式操作,樣品費用可以在后續(xù)的批量訂單中根據(jù)協(xié)議金額返還給客戶,樣品交期我司一般控制在3天內(nèi),加急24小時出樣。微通道換熱器,創(chuàng)闊科技加工。電子芯片微通道換熱器設(shè)計
微通道換熱器
“創(chuàng)闊金屬科技”針對真空、擴散、焊接,分別逐個解釋一下。真空:焊接時處于真空環(huán)境,其目的一般是為了防氧化。擴散:對幾個待焊件,高壓力讓原子間距離變小,再加高溫,讓原子活躍,原子互相擴散到另一個待焊件里去。焊接:讓幾個待焊件牢固地結(jié)合。雙金屬真空擴散焊,其早期是用于前蘇聯(lián)的軍上。蘇聯(lián)解體后,俄羅斯,烏克蘭繼承了這個技術(shù)。我國的軍單位、軍類的研發(fā)部門也因此擁有這個技術(shù)。雙金屬真空擴散焊的生產(chǎn)方式成本較高,主要原因是生產(chǎn)效率較低,一般都是一爐一爐在生產(chǎn),一爐的生產(chǎn)時間長(金屬加溫到焊接溫度得十來個小時)。真空擴散焊的技術(shù)參數(shù)也比較多(氣溫,濕度,加熱溫度,各階段的加熱保溫時間,壓力,加熱方式,工件位置,工件變形參數(shù)。對整個技術(shù)團隊的要求高。一個環(huán)節(jié)沒把握好,就會報廢。按爐的較低的生產(chǎn)模式,高技術(shù)要求,成本就必定高了。但雙金屬真空擴散焊的產(chǎn)品,有其獨到的高性能高質(zhì)量優(yōu)勢:結(jié)合強度高,產(chǎn)品密度提高。因此,航空航天、軍一直在采用這個技術(shù)。但因為生產(chǎn)成本高,生產(chǎn)效率不高,加溫加壓工裝設(shè)備、真空設(shè)備等等投入大,因此民用產(chǎn)品采用這個工藝就少,但隨著科技的進步,民品也在更新迭代需要這方面的技術(shù)來替代了。朝陽區(qū)微通道換熱器設(shè)計創(chuàng)闊科技按微反應器的操作模式可分為:連續(xù)微反應器、半連續(xù)微反應器和間歇微反應器。

創(chuàng)闊能源科技對于微通道對流換熱不同于宏觀(指尺寸>1mm)通道換熱的機理。受通道形狀、壁面粗糙度、流體品質(zhì)、表面過熱量、分子平均自由程與通道尺寸之比等眾多因素的影響,微通道換熱呈現(xiàn)出一些特殊的特點。換熱效率隨熱導率的變化趨勢根據(jù)徑向熱阻和器壁軸向熱傳導的影響,換熱器效率隨熱導率的變化可分為3個區(qū)域:低熱導率時,隨熱導率的增加,徑向熱阻的影響逐漸減弱,換熱器效率增大,該區(qū)域可稱為熱阻控制區(qū);熱導率增加到一定程度時,換熱器效率隨熱導率增加的趨勢逐漸減弱,增至最大值后開始逐漸減小,稱為高效換熱區(qū);熱導率進一步增加時,器壁軸向?qū)釋Q熱過程的影響逐漸增強,換熱器效率隨之減小,并逐漸趨近于器壁完全等溫時的換熱效率50%,稱為熱傳導控制區(qū)。
創(chuàng)闊科技換熱器有多種,以平板式換熱器為例。現(xiàn)階段創(chuàng)闊科技的平板式換熱器制造工藝以真空擴散焊接加工,而釬焊方法因為服役環(huán)境對釬料的限制而存在很大的局限性,使用壽命有限,而真空擴散焊方法則可以有效地避免這一問題。但后者對工件的加工質(zhì)量、表面狀態(tài)以及設(shè)備有著極高的要求。而且,更有甚者,隨著換熱器結(jié)構(gòu)的緊湊化、小型化發(fā)展,真空擴散焊的技術(shù)優(yōu)勢進一步彰顯,但技術(shù)難度的加大也顯而易見。換熱器微通道的變形與界面結(jié)合率之間如何取得良好的平衡直接決定了真空擴散焊工藝的成敗。換熱器制作加工創(chuàng)闊科技。
“創(chuàng)闊科技”將開啟高效精細的化工新時代,微通道,就是當量直徑在10-1000μm的反應通道,微通道反應技術(shù)作為化工過程強化的重要手段之一,兼具過程強化和小型化的優(yōu)勢,并具有優(yōu)異的傳熱傳質(zhì)性能和安全性,過程易于控制、直接放大等特點,可顯著提高過程的安全性、生產(chǎn)效率,快速推進實驗室成果的實用化進程,與常規(guī)反應器相比,微通道反應器在傳質(zhì)傳熱、流體流動、熱穩(wěn)定性等方面具有優(yōu)異的性能,但是目前使用的微通道,因微通道的當量直徑十分微小,流體表面張力的作用變得極為明顯,流體在微通道內(nèi)流動時總是處于平流狀態(tài),不同流體間的混合主要依靠分子間的擴散作用,混合效率較低。創(chuàng)闊科技制作微結(jié)構(gòu),微通道換熱器,可按需定制。朝陽區(qū)微通道換熱器設(shè)計
真空擴散焊接加工,氫氣換熱器,設(shè)計加工咨詢創(chuàng)闊能源科技。電子芯片微通道換熱器設(shè)計
青銅和各種金屬等等。這還遠不是真空擴散焊所能夠焊接材料的全部。真空擴散焊接的主要焊接參數(shù)有:溫度、壓力、保溫擴散時間和保護氣氛,冷卻過程中有相變的材料以及陶瓷等脆性材料的擴散焊,還應控制加熱和冷卻速度。1、溫度:系擴散焊重要的焊接參數(shù)。在溫度范圍內(nèi),擴散過程隨溫度的提高而加快,接頭強度也能相應增加。但溫度的提高受工夾具高溫強度、焊件的相變和再結(jié)晶等條件所限,而且溫度高于值后,對接頭質(zhì)量的影響就不大了。故多數(shù)金屬材料固相擴散焊的加熱溫度都定為-(K),其中Tm為母材熔點。2、壓力:主要影響擴散焊的一、二階段。較高壓力能獲得較高質(zhì)量的接頭,接頭強度與壓力的關(guān)系見圖2-46。焊件晶粒度較大或表面粗糙度較大時,所需壓力也較高。壓力上限受焊件總體變形量及設(shè)備能力的限制.除熱等靜壓擴散焊外,通常取-50MPa。從限制焊件變形量考慮,壓力可在表2-24范圍內(nèi)選取。鑒了壓力對擴散焊的第蘭階段影響較小,故固相擴散焊后期允許減低壓力,以減少變形。3、保溫擴散時間:保溫擴散時間并非變量,而與溫度、壓力密切相關(guān),且可在相當寬的范圍內(nèi)變化。采用較高溫度和壓力時,只需數(shù)分鐘;反之,就要數(shù)小時。加有中間層的擴散焊。電子芯片微通道換熱器設(shè)計
- 海淀區(qū)微通道換熱器歡迎來電 2025-03-20
- 昌平區(qū)鋁合金微通道換熱器 2025-03-20
- 內(nèi)蒙古掩膜板微孔加工 2025-03-20
- 北京創(chuàng)闊金屬微通道換熱器 2025-03-20
- 金山區(qū)真空擴散焊接歡迎來電 2025-03-20
- 南通真空擴散焊接服務(wù)至上 2025-03-20
- 掩膜板微孔加工技術(shù)講解 2025-03-20
- 掩膜板微孔加工價格表 2025-03-20
- 宿遷微通道換熱器歡迎咨詢 2025-03-19
- 江蘇真空擴散焊接服務(wù)至上 2025-03-19
- 武漢電子料分盤機直銷電話 2025-03-20
- 轉(zhuǎn)向柱記憶電機堵轉(zhuǎn)測試EOL測試機 2025-03-20
- 蘇州貼標機工廠 2025-03-20
- 塑料吸管擠出機械設(shè)備價格 2025-03-20
- 廈門自動自動化集成設(shè)備設(shè)備 2025-03-20
- 蘇州**動靜壓主軸貨源 2025-03-20
- 湖北低溫型開利冷藏設(shè)備保養(yǎng) 2025-03-20
- 松江區(qū)車削電主軸售后服務(wù) 2025-03-20
- 安徽鋁壓鑄機械加工推薦 2025-03-20
- 惠州鐵芯式U型直線電機供貨商 2025-03-20