青浦區換熱器微通道換熱器
創闊能源科技制作微反應器的特點,小試工藝不需中試可以直接放大:精細化工行業多數使用間歇式反應器。小試工藝放大到大的反應釜,由于傳熱傳質效率的不同,工藝條件一般都要通過實驗來修改以適應大的反應器。一般的流程都是:小試"中試"大生產。而利用微反應器技術進行生產時,工藝放大不是通過增大微通道的特征尺寸,而是通過增加微通道的數量來實現的。所以小試比較好反應條件不需要做任何改變就可以直接進入生產。因此不存在常規反應器的放大難題。從而大幅度縮短了產品由實驗室到市場的時間。這一點對于精細化工行業,尤其是惜時如金的制藥行業,意義極其重大。創闊能源科技加工換熱器板片。青浦區換熱器微通道換熱器
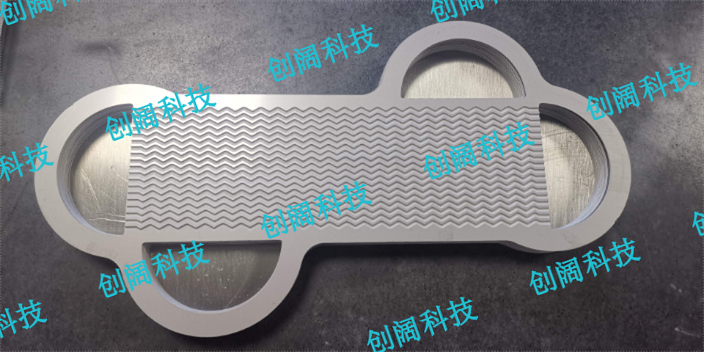
微通道換熱器
創闊金屬微通道換熱器有哪些選用材料?在這里,創闊金屬也整理了一下詳細的資料,來為大家闡述一下微通道換熱器的選用材料。微型微通道換熱器可選用的材料有:聚甲基丙烯酸甲酯、鎳、銅、不銹鋼、陶瓷、硅、Si3N4和鋁等。采用鎳材料的微通道換熱器,單位體積的傳熱性能比相應聚合體材料的換熱器高5倍多,單位質量的傳熱性能也提高了50%。采用銅材料,可將金屬板材加工成小而光滑的流體通道,且可精確掌握翅片尺寸和平板厚度,達到幾十微米級,經釬焊形成平板錯流式結構,傳熱系數可達45MW/(m3·K),是傳統緊湊式換熱器的20倍。采用硅、Si3N4等材料可制造結構更為復雜的多層結構,通過各向異性的蝕刻過程可完成加工新型換熱器,使用夾層和堆砌技術可制造出各種結構和尺寸,如通道為角錐結構的換熱器。大尺度微通道換熱器形成微通道規模化的生產技術主要是受擠壓技術,受壓力加工技術所限,可選用的材料也極為有限,主要為鋁及鋁合金。青浦區微通道換熱器誠信合作創闊科技制作微反應器的優良特性,我們需要精確設計微反應器。
真空擴散焊接工藝目前應用于航空航天產品的焊接生產以及自動化工裝夾具的焊接生產等等。材料的擴散焊是以“物理純”表面的主要特性之一為根據,真空擴散焊是在溫度和壓力下將各種待焊物質的焊接表面相互接觸,通過微觀塑性變形或通過焊接面產生微量液相而擴大待焊表面的物理接觸,使之距離離達(1~5)x10-8cm以內(這樣原子間的引力起作用,才可能形成金屬鍵),再經較長時間的原子相互間的不斷擴散,相互滲透,來實現冶金結合的一種焊接方法。該種表面由于開裂的原子鍵而具有“結合”能力。采用真空和其他凈化表面的方法之后,就有可能利用上述原子結合力,來連接兩個和兩個以上的表面,隨后表面上產生的擴散過程提高了這一連接的強度。通俗一點來講就是達到的你中有我,我中有你的程度!根據焊接過程中是否出現液相,又將擴散焊分為固態擴散焊和瞬間液相擴散焊。用這種焊接方法,可以連接具有不同硬度、強度、相互潤濕的各種材料,包括異種金屬、陶瓷、金屬陶瓷,這些材料用熔化焊接方法焊接都不能得到良好效果。例如陶瓷和可伐合金、銅、鈦、玻璃和可伐合金;黃金和青銅;鉑和鈦;銀和不銹諷鋼;鈮和陶瓷、鑰;鋼和鑄鐵、鋁、鎢、鈦、金屑陶瓷、錫;銅和鋁、鈦。
青銅和各種金屬等等。這還遠不是真空擴散焊所能夠焊接材料的全部。真空擴散焊接的主要焊接參數有:溫度、壓力、保溫擴散時間和保護氣氛,冷卻過程中有相變的材料以及陶瓷等脆性材料的擴散焊,還應控制加熱和冷卻速度。1、溫度:系擴散焊重要的焊接參數。在溫度范圍內,擴散過程隨溫度的提高而加快,接頭強度也能相應增加。但溫度的提高受工夾具高溫強度、焊件的相變和再結晶等條件所限,而且溫度高于值后,對接頭質量的影響就不大了。故多數金屬材料固相擴散焊的加熱溫度都定為-(K),其中Tm為母材熔點。2、壓力:主要影響擴散焊的一、二階段。較高壓力能獲得較高質量的接頭,接頭強度與壓力的關系見圖2-46。焊件晶粒度較大或表面粗糙度較大時,所需壓力也較高。壓力上限受焊件總體變形量及設備能力的限制.除熱等靜壓擴散焊外,通常取-50MPa。從限制焊件變形量考慮,壓力可在表2-24范圍內選取。鑒了壓力對擴散焊的第蘭階段影響較小,故固相擴散焊后期允許減低壓力,以減少變形。3、保溫擴散時間:保溫擴散時間并非變量,而與溫度、壓力密切相關,且可在相當寬的范圍內變化。采用較高溫度和壓力時,只需數分鐘;反之,就要數小時。加有中間層的擴散焊。集成式微通道換熱器,高效緊湊型換熱器請聯系創闊科技。
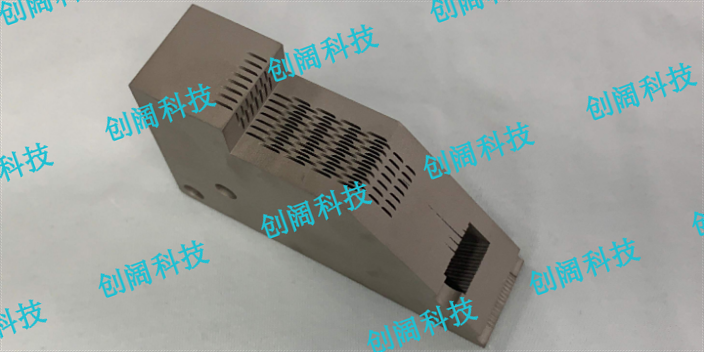
創闊科技使用的真空擴散焊是一種固態連接方法,是在一定溫度和壓力下使待焊表面發生微小的塑性變形實現大面積的緊密接觸,并經一定時間的保溫,通過接觸面間原子的互擴散及界面遷移從而實現零件的冶金結合。擴散焊大致可分為三個階段:第一階段為初始塑性變形階段。在高溫和壓力下,粗糙表面的微觀凸起首先接觸,并發生塑性變形,實際接觸面積增加,并伴隨表面附著層和氧化膜的破碎,使界面實現緊密接觸,形成大量金屬鍵,為原子的擴散提供條件。第二階段為界面原子的互擴散和遷移。在連接溫度下,原子處于較高的活躍狀態,待焊表面變形形成的大量空位、位錯和晶格畸變等缺陷,使得原子擴散系數增加。此外,此階段還伴隨著再結晶的發生,以實現更加牢固的冶金結合和界面孔洞的收縮及消失。第三階段為界面及孔洞的消失。該階段原子繼續擴散使原始界面和孔洞完全消失,達到良好的冶金結合。其優點可歸納為以下幾點:(1)接頭性能優異。擴散焊接頭強度高,真空密封性好,質量穩定。對于同質材料,焊接接頭的微觀組織及性能與母材相似,且母材在焊后其物理、化學性能基本不發生改變。(2)焊接變形小。擴散連接是一種固相連接技術,焊接過程中沒有金屬的熔化和凝固。微通道通過各向異性的蝕刻過程可完成加工新型換熱器,創闊科技。崇明區微通道換熱器加工
注塑模具流道板真空擴散焊接加工制作創闊科技。青浦區換熱器微通道換熱器
創闊能源科技流量對于換熱效率的影響在低介質流量時,金屬換熱器的換熱效率隨介質流量的變化存在一個最大值,亦即對于確定結構的換熱器而言,存在一個比較好的操作流量值。并且,在相同的流量偏差下,系統效率在亞負荷操作時,效率降低幅度要比在超負荷操作時大得,因此,在一定范圍內,金屬微通道換熱器可超負荷運行,不宜在亞負荷狀態下操作,這點與常規尺度換熱器系統有明顯的區別。在高介質流量時,器壁軸向導熱對換熱效率的影響逐漸減弱。隨介質流量的增加,換熱效率逐漸減小。青浦區換熱器微通道換熱器
- 重慶光闌微孔加工 2025-02-07
- 湖南加速柵屏柵微孔加工 2025-02-07
- 湖北創闊科技微通道換熱器 2025-02-07
- 陶瓷微孔加工價格 2025-02-07
- 湖北水冷板真空擴散焊接 2025-02-07
- 浙江創闊金屬微通道換熱器 2025-02-06
- 泰州微通道換熱器加工 2025-02-06
- 河南真空擴散焊接廠家供應 2025-02-06
- 南京微通道換熱器聯系方式 2025-02-06
- 上海多層板真空擴散焊接 2025-02-06
- 東莞高精度點膠機廠家 2025-02-07
- 碳鋼氣動蝶閥費用 2025-02-07
- 上海殺菌劑球磨機 2025-02-07
- 賓館洗滌房 2025-02-07
- 昆明羅茨泵真空機組生產廠家 2025-02-07
- 浙江芯片涂膠顯影機 2025-02-07
- 虹口區特馬弗萊克斯全自動數控彎管機多少錢一臺 2025-02-07
- 貴州韌性防撞護欄特點 2025-02-07
- 昆明羅茨旋片真空機組型號 2025-02-07
- 深圳螺桿式冷凍機貨源充足 2025-02-07