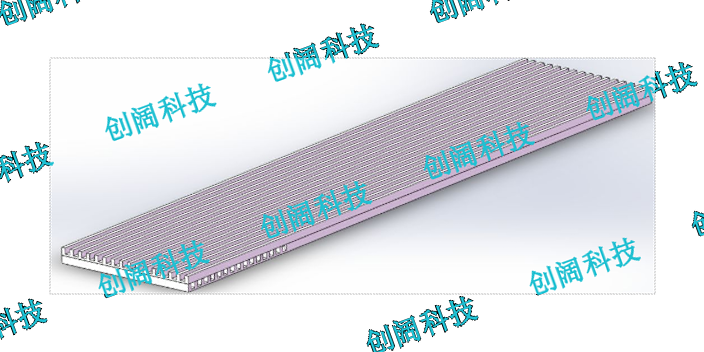
海淀區微通道換熱器設計
近年來,在許多行業和應用中,對高性能熱交換設備的需求不斷增長,包括電子、發電廠、熱泵、制冷和空調系統。創闊科技在微通道換熱器的開發和使用有望能滿足這些不同行業的需求,因為這種換熱器的換熱面積和體積比高,具有高傳熱效率的可能性,從而提高了換熱器整體傳熱性能并具有節能潛力。此外,創闊科技根據行業需要制作的緊湊結構也可以節省空間、材料和成本、并減少了對制冷劑用量的需求。通常,微通道換熱器頭部聯管箱中兩相流分配不均勻,這種不均勻性需要盡比較大可能排除,才能很大程度地提高其緊湊性優勢,同時提高換熱器傳熱效率。之前的研究工作有試圖改善兩相流的分布,但大多數努力都集中在水平聯管箱內,這種聯管方式通常出現在室內機中。創闊科技的研發團隊在研究開發并實驗研究了改進的聯管箱結構(雙室聯管),以期改善立式聯管箱中的兩相流分布。通過設計和構建的一個實驗裝置,給待測換熱器提供空調實際運行條件,用以研究在各種操作運行條件下的兩相流分布特性和換熱器性能。實驗臺有兩個主要部分——測試部分和測試環境生成部分。而其余組件則包含在測試環境生成部分中。使用R410A作為制冷劑進行了實驗,并用高速攝像頭對實驗進行了可視化分析。創闊能源科技制作微結構,微通道換熱器,也可以根據需要設計制作。海淀區微通道換熱器設計
微通道換熱器
“創闊科技”將開啟高效精細的化工新時代,微通道,就是當量直徑在10-1000μm的反應通道,微通道反應技術作為化工過程強化的重要手段之一,兼具過程強化和小型化的優勢,并具有優異的傳熱傳質性能和安全性,過程易于控制、直接放大等特點,可顯著提高過程的安全性、生產效率,快速推進實驗室成果的實用化進程,與常規反應器相比,微通道反應器在傳質傳熱、流體流動、熱穩定性等方面具有優異的性能,但是目前使用的微通道,因微通道的當量直徑十分微小,流體表面張力的作用變得極為明顯,流體在微通道內流動時總是處于平流狀態,不同流體間的混合主要依靠分子間的擴散作用,混合效率較低。徐匯區不銹鋼微通道換熱器緊湊型微結構換熱器創闊科技。
創闊科技一直致力于開發研究直接接觸式換熱器,也叫混合式換熱器,是冷熱流體進行直接接觸并換熱的設備。通常情況下,直接接觸的兩種流體是氣體和汽化壓力較低的液體;蓄能式換熱器的工作原理,是利用固體物質的導熱特性,具體而言,熱介質先將固體物質加熱到一定溫度,冷介質再從固體物質獲得熱量,通過此過程可實現熱量的傳遞;間壁式換熱器,也是利用了中介物的熱傳導,冷、熱兩種介質被固體間壁隔開,并通過間壁進行熱量交換。對于供熱企業而言,間壁式換熱器的應用為。根據結構的不同,它還可劃分為管式換熱器、板式換熱器和熱管換熱器。換熱器是將熱流體的部分熱量傳遞給冷流體的設備,又稱熱交換器。按傳熱原理換熱器分為間壁式換熱器、蓄熱式換熱器、流體連接間接式換熱器、直接接觸式換熱器、復式換熱器;按用途分類,其分為加熱器、預熱器、過熱器、蒸發器;按結構可分為:浮頭式換熱器、固定管板式換熱器、U形管板換熱器、板式換熱器等。
蓋板上的容器內裝有鉑電極,用于加載電流。氣液相微反應器的研究較之液液相微反應器更少,所報道的微反應器按照氣液接觸的方式可分為兩類。T形液液相微反應器一類是氣液分別從兩根微通道匯流進一根微通道,整個結構呈T字形。由于在氣液兩相液中,流體的流動狀態與泡罩塔類似,隨著氣體和液體的流速變化出現了氣泡流、節涌流、環狀流和噴射流等典型的流型,這一類氣液相微反應器被稱做微泡罩塔。另一類是沉降膜式微反應器,液相自上而下呈膜狀流動,氣液兩相在膜表面充分接觸。創闊科技制作微通道換熱器,微結構換熱器,設計加工。
創闊科技的微通道尺寸小,流體在微通道中的流動為層流狀態,為了在層流狀態下提高微混合器的混合效果,實現快速混合,學者們設計出了許多微混合器的結構。依據有無外力的加人將微混合器,分為主動型微混合器與被動型微混合器。主動型微混合器需要外界的能量加人以誘導混合的發生,如磁場、電動力、超聲波等。與主動型微混合器需要加人外界能量不同,被動型微混合器依靠自身的幾何結構來促進混合。被動型微混合器又可以分為T型、分流型、混沌型等。T型微混合器結構簡單,但無法提供很大的流體間接觸面積。分流型微混合器將待混合流體分成許多薄層,薄層間相互接觸,增大流體間接觸面積促進混合。本文所研究的內交叉指型微混合器為分流型微混合器。混沌對流可以使流體界面變形、拉伸、折疊,從而增加流體界面面積強化傳質。本文所研究的分離再結合型微混合器就是一種三維結構的混沌型微混合器。多層焊接式換熱器,創闊科技加工。虹口區微通道換熱器服務至上
板式換熱器加工制作,創闊科技。海淀區微通道換熱器設計
青銅和各種金屬等等。這還遠不是真空擴散焊所能夠焊接材料的全部。真空擴散焊接的主要焊接參數有:溫度、壓力、保溫擴散時間和保護氣氛,冷卻過程中有相變的材料以及陶瓷等脆性材料的擴散焊,還應控制加熱和冷卻速度。1、溫度:系擴散焊重要的焊接參數。在溫度范圍內,擴散過程隨溫度的提高而加快,接頭強度也能相應增加。但溫度的提高受工夾具高溫強度、焊件的相變和再結晶等條件所限,而且溫度高于值后,對接頭質量的影響就不大了。故多數金屬材料固相擴散焊的加熱溫度都定為-(K),其中Tm為母材熔點。2、壓力:主要影響擴散焊的一、二階段。較高壓力能獲得較高質量的接頭,接頭強度與壓力的關系見圖2-46。焊件晶粒度較大或表面粗糙度較大時,所需壓力也較高。壓力上限受焊件總體變形量及設備能力的限制.除熱等靜壓擴散焊外,通常取-50MPa。從限制焊件變形量考慮,壓力可在表2-24范圍內選取。鑒了壓力對擴散焊的第蘭階段影響較小,故固相擴散焊后期允許減低壓力,以減少變形。3、保溫擴散時間:保溫擴散時間并非變量,而與溫度、壓力密切相關,且可在相當寬的范圍內變化。采用較高溫度和壓力時,只需數分鐘;反之,就要數小時。加有中間層的擴散焊。海淀區微通道換熱器設計
- 武漢不銹鋼微通道換熱器 2025-04-27
- 朝陽區PCHE應用微通道換熱器 2025-04-26
- 南京不銹鋼微通道換熱器 2025-04-26
- 海淀區緊湊型多結構微通道換熱器 2025-04-26
- 崇明區不銹鋼微通道換熱器 2025-04-26
- 四川創闊科技微通道換熱器 2025-04-26
- 陜西多層結構微通道換熱器 2025-04-26
- 寶山區微通道換熱器歡迎來電 2025-04-26
- 多層結構微通道換熱器服務至上 2025-04-26
- 海淀區微通道換熱器歡迎來電 2025-04-26
- 浙江不銹鋼過濾設備哪家靠譜 2025-04-27
- 江蘇車載蓋板成型設備批發廠家 2025-04-27
- 徐匯區小型工業機器人 2025-04-27
- 溧水區土壤檢測有幾種 2025-04-27
- 連云港自動化五金產品價位 2025-04-27
- 虹口區質量雙作用塞桿缸廠家電話 2025-04-27
- 浦東新區高分子材料檢測哪家好 2025-04-27
- 安徽手持注油機大全 2025-04-27
- 連云港中藥丸壓片機定制價格 2025-04-27
- 蘭州自動布氏硬度計 2025-04-27