泰州鋁合金微通道換熱器
創(chuàng)闊科技采用真空擴散焊接制造微通道換熱器,熱交換器作為熱管理系統(tǒng)關(guān)鍵裝備,小型化(緊湊化)、換熱效率高效化是當前該領(lǐng)域的主流發(fā)展方向,其使役性能方面的要求也日益嚴苛。這直接導(dǎo)致了熱交換器裝備在用材、加工、制造工藝等方面面臨極大的挑戰(zhàn)。以列管式換熱器為例,對于薄壁或超薄壁的換熱管,是以產(chǎn)品結(jié)構(gòu)優(yōu)化使用分體機械加工再真空擴散焊接加工來完成,然而普通的換熱管極易發(fā)生溶蝕和燒穿,很難難焊并不不能焊。創(chuàng)闊科技團隊通過焊接材料成分體系的科學設(shè)計、焊接工藝制度的不斷優(yōu)化,機械加工的不斷更新,超薄壁換熱管的焊接難題可以得到有效的解決。創(chuàng)闊科技制作微結(jié)構(gòu),微通道換熱器,也可以根據(jù)需要設(shè)計制作。泰州鋁合金微通道換熱器
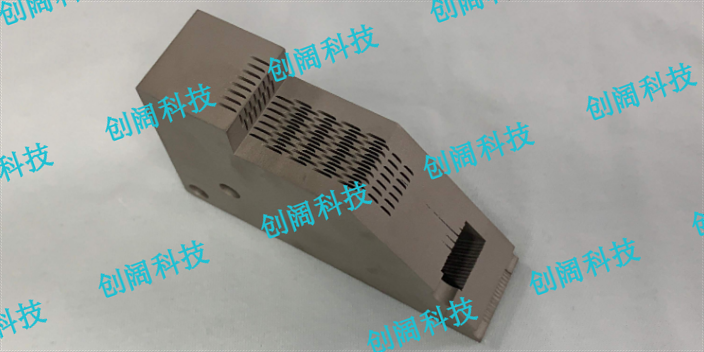
微通道換熱器
“創(chuàng)闊金屬科技”針對真空、擴散、焊接,分別逐個解釋一下。真空:焊接時處于真空環(huán)境,其目的一般是為了防氧化。擴散:對幾個待焊件,高壓力讓原子間距離變小,再加高溫,讓原子活躍,原子互相擴散到另一個待焊件里去。焊接:讓幾個待焊件牢固地結(jié)合。雙金屬真空擴散焊,其早期是用于前蘇聯(lián)的軍上。蘇聯(lián)解體后,俄羅斯,烏克蘭繼承了這個技術(shù)。我國的軍單位、軍類的研發(fā)部門也因此擁有這個技術(shù)。雙金屬真空擴散焊的生產(chǎn)方式成本較高,主要原因是生產(chǎn)效率較低,一般都是一爐一爐在生產(chǎn),一爐的生產(chǎn)時間長(金屬加溫到焊接溫度得十來個小時)。真空擴散焊的技術(shù)參數(shù)也比較多(氣溫,濕度,加熱溫度,各階段的加熱保溫時間,壓力,加熱方式,工件位置,工件變形參數(shù)。對整個技術(shù)團隊的要求高。一個環(huán)節(jié)沒把握好,就會報廢。按爐的較低的生產(chǎn)模式,高技術(shù)要求,成本就必定高了。但雙金屬真空擴散焊的產(chǎn)品,有其獨到的高性能高質(zhì)量優(yōu)勢:結(jié)合強度高,產(chǎn)品密度提高。因此,航空航天、軍一直在采用這個技術(shù)。但因為生產(chǎn)成本高,生產(chǎn)效率不高,加溫加壓工裝設(shè)備、真空設(shè)備等等投入大,因此民用產(chǎn)品采用這個工藝就少,但隨著科技的進步,民品也在更新迭代需要這方面的技術(shù)來替代了。浙江微通道換熱器歡迎咨詢創(chuàng)闊科技一站式提供加工換熱器,液冷板,均溫板。水冷板等。
創(chuàng)闊金屬微通道換熱器有哪些選用材料?在這里,創(chuàng)闊金屬也整理了一下詳細的資料,來為大家闡述一下微通道換熱器的選用材料。微型微通道換熱器可選用的材料有:聚甲基丙烯酸甲酯、鎳、銅、不銹鋼、陶瓷、硅、Si3N4和鋁等。采用鎳材料的微通道換熱器,單位體積的傳熱性能比相應(yīng)聚合體材料的換熱器高5倍多,單位質(zhì)量的傳熱性能也提高了50%。采用銅材料,可將金屬板材加工成小而光滑的流體通道,且可精確掌握翅片尺寸和平板厚度,達到幾十微米級,經(jīng)釬焊形成平板錯流式結(jié)構(gòu),傳熱系數(shù)可達45MW/(m3·K),是傳統(tǒng)緊湊式換熱器的20倍。采用硅、Si3N4等材料可制造結(jié)構(gòu)更為復(fù)雜的多層結(jié)構(gòu),通過各向異性的蝕刻過程可完成加工新型換熱器,使用夾層和堆砌技術(shù)可制造出各種結(jié)構(gòu)和尺寸,如通道為角錐結(jié)構(gòu)的換熱器。大尺度微通道換熱器形成微通道規(guī)模化的生產(chǎn)技術(shù)主要是受擠壓技術(shù),受壓力加工技術(shù)所限,可選用的材料也極為有限,主要為鋁及鋁合金。
創(chuàng)闊科技制作的微化工反應(yīng)器的特點,面積體積比的增大和體積的減小.在微反應(yīng)設(shè)備內(nèi),由于減小了流體厚度,相應(yīng)的面積體積比得到了的提高。通常微通道設(shè)備的比表面積可以達到10000-50000m2/m3,而常規(guī)實驗室或工業(yè)設(shè)備的比表面積不會超過l000m2/m3或100m2/m3。因此,比表面積的增加除了可以強化傳熱外,也可以強化反應(yīng)過程,例如,高效率的氣相催化微反應(yīng)器就可以采用在微通道內(nèi)表面涂敷催化劑的結(jié)構(gòu)。目前已有的界面積的微反應(yīng)器為降膜式微反應(yīng)器,其界面積可以達到25000m2/m3,而傳統(tǒng)鼓泡塔的界面積只能達到100m2/m3,即使采用噴射式對撞流的氣液接觸式反應(yīng)器的比表面積也只能達到2000m2/m3左右。若在微型鼓泡塔中采用環(huán)流流動,理論上其比表面積可以達到50000m2/m3以上。創(chuàng)闊科技可以加工出流道深度范圍為幾微米至幾百微米的高效微型換熱器。

“創(chuàng)闊科技”將開啟高效精細的化工新時代,微通道,就是當量直徑在10-1000μm的反應(yīng)通道,微通道反應(yīng)技術(shù)作為化工過程強化的重要手段之一,兼具過程強化和小型化的優(yōu)勢,并具有優(yōu)異的傳熱傳質(zhì)性能和安全性,過程易于控制、直接放大等特點,可顯著提高過程的安全性、生產(chǎn)效率,快速推進實驗室成果的實用化進程,與常規(guī)反應(yīng)器相比,微通道反應(yīng)器在傳質(zhì)傳熱、流體流動、熱穩(wěn)定性等方面具有優(yōu)異的性能,但是目前使用的微通道,因微通道的當量直徑十分微小,流體表面張力的作用變得極為明顯,流體在微通道內(nèi)流動時總是處于平流狀態(tài),不同流體間的混合主要依靠分子間的擴散作用,混合效率較低。創(chuàng)闊科技制作微通道換熱器,微結(jié)構(gòu)換熱器,設(shè)計加工。石家莊微通道換熱器誠信合作
創(chuàng)闊科技制作微結(jié)構(gòu),微通道換熱器,可按需定制。泰州鋁合金微通道換熱器
創(chuàng)闊科技制作的微通道換熱器,采用真空擴散焊接方式,這種焊接優(yōu)點是沒有焊料,焊縫為母材本體,強度與母材相當,耐高溫、耐腐蝕取消了焊料厚度對產(chǎn)品尺寸的影響,相同尺寸下道層數(shù)更多,換熱性能更好:避免了焊接過程中焊料流動造成的流道堵塞和產(chǎn)生焊渣等多余物;變形量小,流道尺寸更接近理論尺寸,焊后外形較為美觀:焊縫熔點與母材相同,后期總裝。二次氫弧焊封頭、法蘭、支架等零件時對芯體焊縫影響較小。產(chǎn)品不易泄漏,可靠性較高。泰州鋁合金微通道換熱器
- 浙江微通道換熱器廠家供應(yīng) 2025-06-17
- 上海水冷板微通道換熱器 2025-06-17
- 崇明區(qū)多層板微通道換熱器 2025-06-17
- 靜安區(qū)微通道換熱器服務(wù)至上 2025-06-17
- 閔行區(qū)微通道換熱器誠信合作 2025-06-17
- 上海換熱器微通道換熱器 2025-06-17
- 昌平區(qū)不銹鋼微通道換熱器 2025-06-17
- 安徽微通道換熱器廠家直銷 2025-06-17
- 南京電子芯片微通道換熱器 2025-06-17
- 重慶微通道換熱器加工 2025-06-17
- 蘇州大型純水設(shè)備 2025-06-17
- 福建鋁屑壓塊機設(shè)備 2025-06-17
- 紹興冷沖模具訂做價格 2025-06-17
- 寧夏防爆冷凍設(shè)備市場報價 2025-06-17
- 河南太陽能光伏行業(yè)用旭有超純閥門現(xiàn)貨 2025-06-17
- 浙江立體美觀的移動空調(diào)降溫速度快 2025-06-17
- 紹興電流熱保護器設(shè)備 2025-06-17
- 浙江112L化工桶定制 2025-06-17
- 山東科技機器人自動化系統(tǒng) 2025-06-17
- 上海離心風機電動機費用 2025-06-17