浦東新區微通道換熱器歡迎咨詢
目前,隨著微型機械電子系統和微型化學機械系統的發展,傳統的換熱裝置已不能滿足應用系統的基本要求,換熱裝置微型化的發展成為迫切要求和必然趨勢;另外,隨著能源問題的日漸突顯,也要求在滿足熱量交換的前提下,盡可能縮小設備體積,即提高設備的緊湊性,進而減輕設備重量,節約材料,并相應地減少占地面積。目前,微型換熱裝置雖然在設計、制造、裝配、密封技術和參數測量(無接觸測量技術)等技術方面還存在很多難點,但隨著大量的試驗和數值模擬對其結構、性能等的技術改進和優化設計研究,微型換熱裝置將日趨成熟,成為一種具有廣泛應用前景的新型設備,創闊科技致力于開發研究,微通道換熱器,氫氣加熱器,微化工混合反應器等等。創闊科技制作微反應器的優良特性,我們需要精確設計微反應器。浦東新區微通道換熱器歡迎咨詢
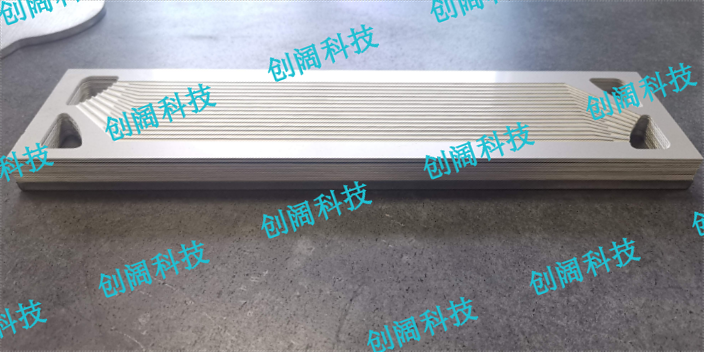
微通道換熱器
差不多同時發展了在組合化學、催化劑篩選和手提分析設備等方面有著誘人應用前景的微全分析系統(μTAS)。而把微加工技術應用于化學反應的研究始于1996年前后,Lerous和Ehrfeld等各自撰文系統闡述了微反應器在化學工程領域的應用原理及其獨特優勢。現在微反應技術吸引了眾多學者在各個領域展開深入的研究,形式多樣的新型微反應器層出不窮,成為化學工程學科發展的一個新突破點。3.反應器的分類及結構①按微反應器的操作模式可分為:連續微反應器、半連續微反應器和間歇微反應器。②按微反應器的用途可分為:生產用微反應器和實驗用微反應器兩大類,其中實驗用微反應器的用途主要有藥物篩選、催化劑性能測試及工藝開發和優化等。③若從化學反應工程的角度看,微反應器的類型與反應過程密不可分,不同相態的反應過程對微反應器結構的要求不同,因此對應于不同相態的反應過程,微反應器又可分為氣固相催化微反應器、液液相微反應器、氣液相微反應器和氣液固三相催化微反應器等。由于微反應器的特點適合于氣固相催化反應,迄今為止微反應器的研究主要集中于氣固相催化反應,因而氣固相催化微反應器的種類很多。簡單的氣固相催化微反應器莫過于壁面固定有催化劑的微通道。四川不銹鋼微通道換熱器創闊科技可以加工出流道深度范圍為幾微米至幾百微米的高效微型換熱器。
微結構反應器(簡稱微反應器)是重要的微化工設備之一,是實現化工過程微小型化的裝備。在微化工過程中微反應器擔負起了完成反應過程、提高反應收率、控制產物形貌以及提升過程安分離回收難度和成本、減少過程污染等具有重要的意義。針對不同過程特點開發出的微反應器不僅形式多樣,其配套的工藝技術也與傳統化工過程存在一定區別,利用集成化的微反應系統可以實現過程的耦合,因此微反應技術的發展也同時帶動了化工工藝的進步。微反應器起源于20世紀90年代,21世紀初葉是微尺度反應技術的快速發展期。創闊科技也在基礎研究方面,隨著對微尺度多相流動、分散、聚并研究的不斷深入,微反應器內多相流型,分散尺度調控機制以及微分散體系的大批量制備規律等問題逐漸被人們深入理解。基于微反應器內微小的流體分散尺度、極大的相間接觸面積等特點可以有效強化相間傳質和混合過程,從而為反應過程的強化奠定基礎。研究結果表明,利用微反應器能夠有效強化受傳遞或混合控制的化學反應過程,而這類過程在傳統的反應裝置內往往難以精確控制,極易產生局部熱點、濃度分布不均、短路流和流動死區等問題,微反應器具有的高效混合和快速傳遞性能是解決這些問題的重要手段。
蓋板上的容器內裝有鉑電極,用于加載電流。氣液相微反應器的研究較之液液相微反應器更少,所報道的微反應器按照氣液接觸的方式可分為兩類。T形液液相微反應器一類是氣液分別從兩根微通道匯流進一根微通道,整個結構呈T字形。由于在氣液兩相液中,流體的流動狀態與泡罩塔類似,隨著氣體和液體的流速變化出現了氣泡流、節涌流、環狀流和噴射流等典型的流型,這一類氣液相微反應器被稱做微泡罩塔。另一類是沉降膜式微反應器,液相自上而下呈膜狀流動,氣液兩相在膜表面充分接觸。多結構型換熱器創闊科技。
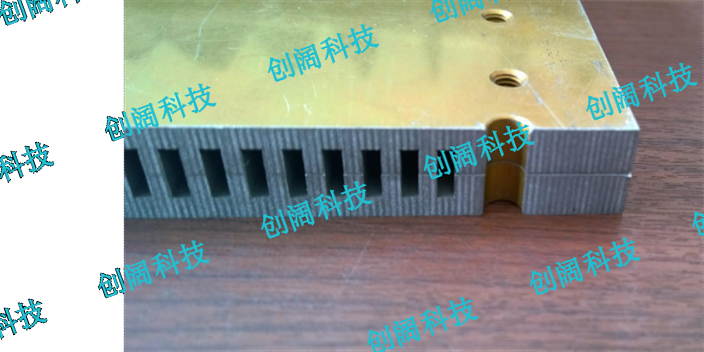
創闊科技微通道是微型設備的關鍵部位。為了滿足高效傳熱、傳質和化學反應的要求,必須實現高性能機械表面的加工制造,其中包括金屬材料制造各種異形微槽道的技術,金屬表面制造催化劑載體的技術等。常規微系統微通道的加工制造技術主要有以下4大類:(1)IC技術:從大規模集成電路(IC工藝)發展起來的平面加工工藝和體加工工藝,所使用的材料以單晶硅及在其上形成微米級厚的薄膜為主,通過氧化、化學氣相沉積、濺射等方法形成薄膜;再通過光刻、腐蝕特別是各向異性腐蝕、層腐蝕等方法形成各種形狀的微型機械。雖然IC工藝的成熟性決定了它目前在微機械領域中的主導地位,但這種表面微加工技術適合于硅材料,并限于平面結構,厚度很薄,限制了應用范圍。微通道通過各向異性的蝕刻過程可完成加工新型換熱器,創闊科技。換熱器微通道換熱器加工
創闊科技微通道換熱設計加工制作。浦東新區微通道換熱器歡迎咨詢
青銅和各種金屬等等。這還遠不是真空擴散焊所能夠焊接材料的全部。真空擴散焊接的主要焊接參數有:溫度、壓力、保溫擴散時間和保護氣氛,冷卻過程中有相變的材料以及陶瓷等脆性材料的擴散焊,還應控制加熱和冷卻速度。1、溫度:系擴散焊重要的焊接參數。在溫度范圍內,擴散過程隨溫度的提高而加快,接頭強度也能相應增加。但溫度的提高受工夾具高溫強度、焊件的相變和再結晶等條件所限,而且溫度高于值后,對接頭質量的影響就不大了。故多數金屬材料固相擴散焊的加熱溫度都定為-(K),其中Tm為母材熔點。2、壓力:主要影響擴散焊的一、二階段。較高壓力能獲得較高質量的接頭,接頭強度與壓力的關系見圖2-46。焊件晶粒度較大或表面粗糙度較大時,所需壓力也較高。壓力上限受焊件總體變形量及設備能力的限制.除熱等靜壓擴散焊外,通常取-50MPa。從限制焊件變形量考慮,壓力可在表2-24范圍內選取。鑒了壓力對擴散焊的第蘭階段影響較小,故固相擴散焊后期允許減低壓力,以減少變形。3、保溫擴散時間:保溫擴散時間并非變量,而與溫度、壓力密切相關,且可在相當寬的范圍內變化。采用較高溫度和壓力時,只需數分鐘;反之,就要數小時。加有中間層的擴散焊。浦東新區微通道換熱器歡迎咨詢
- 宿遷微通道換熱器設計 2025-04-29
- 湖北多層板微通道換熱器 2025-04-29
- 寶山區水冷板微通道換熱器 2025-04-29
- 微通道換熱器 2025-04-29
- 鄭州多層結構微通道換熱器 2025-04-29
- 鋁合金微通道換熱器 2025-04-29
- 天津微通道換熱器服務至上 2025-04-29
- 嘉定區換熱器微通道換熱器 2025-04-29
- 朝陽區微通道換熱器生產廠家 2025-04-29
- 常州微通道換熱器廠家直銷 2025-04-29
- 排名靠前的超聲波清洗設備生產廠家 2025-05-04
- 黑河公共空間規劃 2025-05-04
- 鄭州防凍快修料批發 2025-05-04
- 松江區智能人工智能應用軟件開發 2025-05-04
- 南通專業的灌膠機組成 2025-05-04
- 上海醫藥凍干機報價 2025-05-04
- 定制智能控制系統咨詢報價 2025-05-04
- 四川氣缸廠家電話 2025-05-04
- 南京正規耐爾斯磨齒機直銷 2025-05-04
- 溫州空壓機冷干機保養 2025-05-04