-
蘇州專(zhuān)業(yè)廣告印刷設(shè)計(jì)_百傲供
-
蘇州門(mén)頭設(shè)計(jì)制作_蘇州百傲供
-
蘇州廣告公司門(mén)頭設(shè)計(jì)制作_蘇州百傲供
-
蘇州專(zhuān)業(yè)廣告印刷設(shè)計(jì)服務(wù)_蘇州廣告數(shù)碼印刷_蘇州dm廣告印刷
-
?雙11有哪些好的廣告營(yíng)銷(xiāo)策略_百傲供
-
蘇州廣告公司發(fā)光字設(shè)計(jì)制作
-
蘇州宣傳冊(cè)設(shè)計(jì)印刷紙張的選擇_百傲供
-
蘇州宣傳冊(cè)設(shè)計(jì)印刷紙張的選擇_百傲供
-
形象墻設(shè)計(jì)制作價(jià)格(費(fèi)用、報(bào)價(jià))多少錢(qián)_蘇州百傲供
-
蘇州廣告公司戶外廣告設(shè)計(jì)制作
閔行區(qū)微通道換熱器誠(chéng)信合作
真空擴(kuò)散焊接工藝目前應(yīng)用于航空航天產(chǎn)品的焊接生產(chǎn)以及自動(dòng)化工裝夾具的焊接生產(chǎn)等等。材料的擴(kuò)散焊是以“物理純”表面的主要特性之一為根據(jù),真空擴(kuò)散焊是在溫度和壓力下將各種待焊物質(zhì)的焊接表面相互接觸,通過(guò)微觀塑性變形或通過(guò)焊接面產(chǎn)生微量液相而擴(kuò)大待焊表面的物理接觸,使之距離離達(dá)(1~5)x10-8cm以內(nèi)(這樣原子間的引力起作用,才可能形成金屬鍵),再經(jīng)較長(zhǎng)時(shí)間的原子相互間的不斷擴(kuò)散,相互滲透,來(lái)實(shí)現(xiàn)冶金結(jié)合的一種焊接方法。該種表面由于開(kāi)裂的原子鍵而具有“結(jié)合”能力。采用真空和其他凈化表面的方法之后,就有可能利用上述原子結(jié)合力,來(lái)連接兩個(gè)和兩個(gè)以上的表面,隨后表面上產(chǎn)生的擴(kuò)散過(guò)程提高了這一連接的強(qiáng)度。通俗一點(diǎn)來(lái)講就是達(dá)到的你中有我,我中有你的程度!根據(jù)焊接過(guò)程中是否出現(xiàn)液相,又將擴(kuò)散焊分為固態(tài)擴(kuò)散焊和瞬間液相擴(kuò)散焊。用這種焊接方法,可以連接具有不同硬度、強(qiáng)度、相互潤(rùn)濕的各種材料,包括異種金屬、陶瓷、金屬陶瓷,這些材料用熔化焊接方法焊接都不能得到良好效果。例如陶瓷和可伐合金、銅、鈦、玻璃和可伐合金;黃金和青銅;鉑和鈦;銀和不銹諷鋼;鈮和陶瓷、鑰;鋼和鑄鐵、鋁、鎢、鈦、金屑陶瓷、錫;銅和鋁、鈦。微通道通過(guò)各向異性的蝕刻過(guò)程可完成加工新型換熱器。閔行區(qū)微通道換熱器誠(chéng)信合作
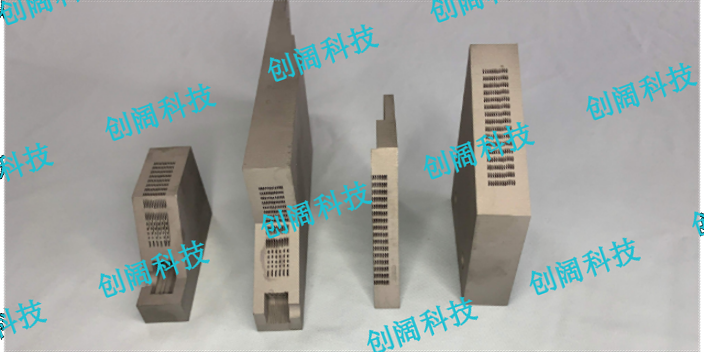
微通道換熱器
創(chuàng)闊科技介紹微通道熱交換器作為熱管理系統(tǒng)關(guān)鍵裝備,小型化(緊湊化)、換熱效率高效化是當(dāng)前該領(lǐng)域的主流發(fā)展方向,其使役性能方面的要求也日益嚴(yán)苛。這直接導(dǎo)致了熱交換器裝備在用材、加工、制造工藝等方面面臨極大的挑戰(zhàn)。以列管式換熱器為例,對(duì)于薄壁或超薄壁的換熱管,無(wú)論是釬焊還是熔化焊,換熱管極易發(fā)生溶蝕和燒穿。但難焊并不不能焊。通過(guò)焊接材料成分體系的科學(xué)設(shè)計(jì)、焊接工藝制度的不斷優(yōu)化,超薄壁換熱管的焊接難題可以得到有效的解決。微通道換熱器再以平板式換熱器為例。現(xiàn)階段,平板式換熱器制造工藝以釬焊和擴(kuò)散焊兩種工藝路線為主。釬焊方法因?yàn)榉郗h(huán)境對(duì)釬料的限制而存在很大的局限性,而真空擴(kuò)散焊方法則可以有效地避免這一問(wèn)題。但后者對(duì)工件的加工質(zhì)量、表面狀態(tài)以及設(shè)備有著極高的要求。隨著換熱器結(jié)構(gòu)的緊湊化、小型化發(fā)展,真空擴(kuò)散焊的技術(shù)優(yōu)勢(shì)進(jìn)一步彰顯,但技術(shù)難度的加大也顯而易見(jiàn)。創(chuàng)闊科技根據(jù)時(shí)代的需求不斷創(chuàng)新技術(shù),開(kāi)發(fā)產(chǎn)品,完全克服換熱器微通道的變形與界面結(jié)合率之間如何取得良好的平衡直接決定了真空擴(kuò)散焊工藝的成敗。創(chuàng)闊金屬科技的團(tuán)隊(duì)在各種結(jié)構(gòu)的微通道熱交換器結(jié)構(gòu)焊接加工制造方面擁有深厚的技術(shù)積累和研發(fā)實(shí)力。四川微通道換熱器生產(chǎn)廠家LNG氣化器,設(shè)計(jì)加工,工業(yè)換熱器設(shè)計(jì)加工創(chuàng)闊科技。
創(chuàng)闊科技使用的真空擴(kuò)散焊是一種固態(tài)連接方法,是在一定溫度和壓力下使待焊表面發(fā)生微小的塑性變形實(shí)現(xiàn)大面積的緊密接觸,并經(jīng)一定時(shí)間的保溫,通過(guò)接觸面間原子的互擴(kuò)散及界面遷移從而實(shí)現(xiàn)零件的冶金結(jié)合。擴(kuò)散焊大致可分為三個(gè)階段:第一階段為初始塑性變形階段。在高溫和壓力下,粗糙表面的微觀凸起首先接觸,并發(fā)生塑性變形,實(shí)際接觸面積增加,并伴隨表面附著層和氧化膜的破碎,使界面實(shí)現(xiàn)緊密接觸,形成大量金屬鍵,為原子的擴(kuò)散提供條件。第二階段為界面原子的互擴(kuò)散和遷移。在連接溫度下,原子處于較高的活躍狀態(tài),待焊表面變形形成的大量空位、位錯(cuò)和晶格畸變等缺陷,使得原子擴(kuò)散系數(shù)增加。此外,此階段還伴隨著再結(jié)晶的發(fā)生,以實(shí)現(xiàn)更加牢固的冶金結(jié)合和界面孔洞的收縮及消失。第三階段為界面及孔洞的消失。該階段原子繼續(xù)擴(kuò)散使原始界面和孔洞完全消失,達(dá)到良好的冶金結(jié)合。其優(yōu)點(diǎn)可歸納為以下幾點(diǎn):(1)接頭性能優(yōu)異。擴(kuò)散焊接頭強(qiáng)度高,真空密封性好,質(zhì)量穩(wěn)定。對(duì)于同質(zhì)材料,焊接接頭的微觀組織及性能與母材相似,且母材在焊后其物理、化學(xué)性能基本不發(fā)生改變。(2)焊接變形小。擴(kuò)散連接是一種固相連接技術(shù),焊接過(guò)程中沒(méi)有金屬的熔化和凝固。
創(chuàng)闊科技制作的微通道換熱器,采用真空擴(kuò)散焊接方式,這種焊接優(yōu)點(diǎn)是沒(méi)有焊料,焊縫為母材本體,強(qiáng)度與母材相當(dāng),耐高溫、耐腐蝕取消了焊料厚度對(duì)產(chǎn)品尺寸的影響,相同尺寸下道層數(shù)更多,換熱性能更好:避免了焊接過(guò)程中焊料流動(dòng)造成的流道堵塞和產(chǎn)生焊渣等多余物;變形量小,流道尺寸更接近理論尺寸,焊后外形較為美觀:焊縫熔點(diǎn)與母材相同,后期總裝。二次氫弧焊封頭、法蘭、支架等零件時(shí)對(duì)芯體焊縫影響較小。產(chǎn)品不易泄漏,可靠性較高。創(chuàng)闊科技制作氫氣換熱器,微通道換熱器,印刷板式換熱器,專(zhuān)業(yè)設(shè)計(jì)加工。
近年來(lái),在許多行業(yè)和應(yīng)用中,對(duì)高性能熱交換設(shè)備的需求不斷增長(zhǎng),包括電子、發(fā)電廠、熱泵、制冷和空調(diào)系統(tǒng)。創(chuàng)闊科技在微通道換熱器的開(kāi)發(fā)和使用有望能滿足這些不同行業(yè)的需求,因?yàn)檫@種換熱器的換熱面積和體積比高,具有高傳熱效率的可能性,從而提高了換熱器整體傳熱性能并具有節(jié)能潛力。此外,創(chuàng)闊科技根據(jù)行業(yè)需要制作的緊湊結(jié)構(gòu)也可以節(jié)省空間、材料和成本、并減少了對(duì)制冷劑用量的需求。通常,微通道換熱器頭部聯(lián)管箱中兩相流分配不均勻,這種不均勻性需要盡比較大可能排除,才能很大程度地提高其緊湊性優(yōu)勢(shì),同時(shí)提高換熱器傳熱效率。之前的研究工作有試圖改善兩相流的分布,但大多數(shù)努力都集中在水平聯(lián)管箱內(nèi),這種聯(lián)管方式通常出現(xiàn)在室內(nèi)機(jī)中。創(chuàng)闊科技的研發(fā)團(tuán)隊(duì)在研究開(kāi)發(fā)并實(shí)驗(yàn)研究了改進(jìn)的聯(lián)管箱結(jié)構(gòu)(雙室聯(lián)管),以期改善立式聯(lián)管箱中的兩相流分布。通過(guò)設(shè)計(jì)和構(gòu)建的一個(gè)實(shí)驗(yàn)裝置,給待測(cè)換熱器提供空調(diào)實(shí)際運(yùn)行條件,用以研究在各種操作運(yùn)行條件下的兩相流分布特性和換熱器性能。實(shí)驗(yàn)臺(tái)有兩個(gè)主要部分——測(cè)試部分和測(cè)試環(huán)境生成部分。而其余組件則包含在測(cè)試環(huán)境生成部分中。使用R410A作為制冷劑進(jìn)行了實(shí)驗(yàn),并用高速攝像頭對(duì)實(shí)驗(yàn)進(jìn)行了可視化分析。微通道換熱器創(chuàng)闊能源科技制作加工。虹口區(qū)創(chuàng)闊金屬微通道換熱器
微通道通過(guò)各向異性的蝕刻過(guò)程可完成加工新型換熱器,創(chuàng)闊科技。閔行區(qū)微通道換熱器誠(chéng)信合作
創(chuàng)闊能源科技流量對(duì)于換熱效率的影響在低介質(zhì)流量時(shí),金屬換熱器的換熱效率隨介質(zhì)流量的變化存在一個(gè)最大值,亦即對(duì)于確定結(jié)構(gòu)的換熱器而言,存在一個(gè)比較好的操作流量值。并且,在相同的流量偏差下,系統(tǒng)效率在亞負(fù)荷操作時(shí),效率降低幅度要比在超負(fù)荷操作時(shí)大得,因此,在一定范圍內(nèi),金屬微通道換熱器可超負(fù)荷運(yùn)行,不宜在亞負(fù)荷狀態(tài)下操作,這點(diǎn)與常規(guī)尺度換熱器系統(tǒng)有明顯的區(qū)別。在高介質(zhì)流量時(shí),器壁軸向?qū)釋?duì)換熱效率的影響逐漸減弱。隨介質(zhì)流量的增加,換熱效率逐漸減小。閔行區(qū)微通道換熱器誠(chéng)信合作
蘇州創(chuàng)闊金屬科技有限公司在同行業(yè)領(lǐng)域中,一直處在一個(gè)不斷銳意進(jìn)取,不斷制造創(chuàng)新的市場(chǎng)高度,多年以來(lái)致力于發(fā)展富有創(chuàng)新價(jià)值理念的產(chǎn)品標(biāo)準(zhǔn),在江蘇省等地區(qū)的機(jī)械及行業(yè)設(shè)備中始終保持良好的商業(yè)口碑,成績(jī)讓我們喜悅,但不會(huì)讓我們止步,殘酷的市場(chǎng)磨煉了我們堅(jiān)強(qiáng)不屈的意志,和諧溫馨的工作環(huán)境,富有營(yíng)養(yǎng)的公司土壤滋養(yǎng)著我們不斷開(kāi)拓創(chuàng)新,勇于進(jìn)取的無(wú)限潛力,蘇州創(chuàng)闊金屬科技供應(yīng)攜手大家一起走向共同輝煌的未來(lái),回首過(guò)去,我們不會(huì)因?yàn)槿〉昧艘稽c(diǎn)點(diǎn)成績(jī)而沾沾自喜,相反的是面對(duì)競(jìng)爭(zhēng)越來(lái)越激烈的市場(chǎng)氛圍,我們更要明確自己的不足,做好迎接新挑戰(zhàn)的準(zhǔn)備,要不畏困難,激流勇進(jìn),以一個(gè)更嶄新的精神面貌迎接大家,共同走向輝煌回來(lái)!
- 長(zhǎng)寧區(qū)多層結(jié)構(gòu)真空擴(kuò)散焊接 2025-06-09
- 泰州真空擴(kuò)散焊接服務(wù)至上 2025-06-09
- 普陀區(qū)鋁合金真空擴(kuò)散焊接 2025-06-09
- 激光微孔加工價(jià)格 2025-06-09
- 安徽創(chuàng)闊能源微通道換熱器 2025-06-09
- 青浦區(qū)創(chuàng)闊科技真空擴(kuò)散焊接 2025-06-09
- 宿遷創(chuàng)闊金屬微通道換熱器 2025-06-09
- 浦東新區(qū)真空擴(kuò)散焊接技術(shù)指導(dǎo) 2025-06-09
- 機(jī)械微孔加工大概費(fèi)用 2025-06-09
- 河北微通道換熱器設(shè)計(jì) 2025-06-09
- 電動(dòng)牙刷切角包膜機(jī)性能 2025-06-09
- 沙井AOI緩存機(jī)生產(chǎn)廠家 2025-06-09
- 河南五軸位移手動(dòng)滑臺(tái)模組 2025-06-09
- 冷熱源暖通節(jié)能方案大概價(jià)格 2025-06-09
- 水導(dǎo)激光旋切供應(yīng) 2025-06-09
- 嘉興輸送設(shè)備設(shè)計(jì) 2025-06-09
- 通風(fēng)口按需定制 2025-06-09
- 廣州全自動(dòng)珍珠棉復(fù)合機(jī)現(xiàn)價(jià) 2025-06-09
- 普陀區(qū)銷(xiāo)售消防蝶閥銷(xiāo)售價(jià)格 2025-06-09
- 桌面小五軸方法 2025-06-09