南陽揉棉花機批發廠家(今日/信息)
南陽揉棉花機批發廠家(今日/信息)順昌號家紡,仔細檢查電腦絎縫機是否有灰塵和死角。拆下皮帶,轉動上輪和下輪,分別檢查頭部和底板部分的轉動是否順暢,無死點。當機器旋轉時,應該有死點。仔細識別死點,然后排除它們。檢查運動部件是否變形,螺釘是否松動和移位,或在匹配位置的運動中是否有灰塵異物和缺油。
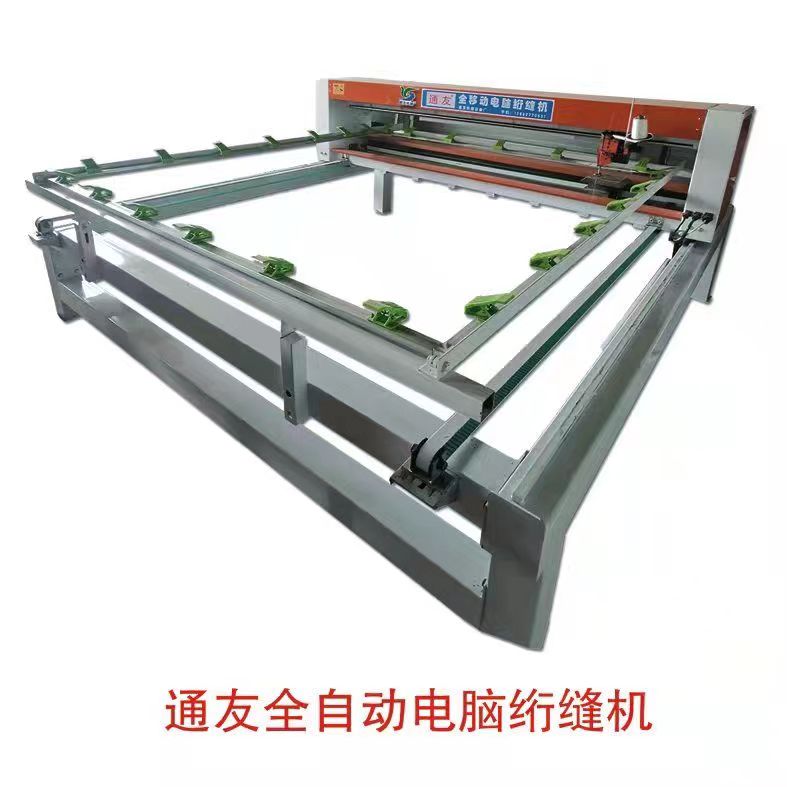
該設計水平或垂直擴展或收縮50-200,可自動修復。如果不止一人參與操作,請在操作前通知其他人員,以確保您了解操作意圖。未經允許,不得調整設備和儀器。模式的功能。在工作期間,操作員應在統一指揮下與物料輸送和壓料人員密切配合,確保協調員到位,發出絎縫信號。當增強絎縫功能啟用時,絎縫機將自動在特定點前后縫合。電腦電機機器等異常現象會自動停止,屏幕顯示故障內容。

同時還要注意設備的尺寸和重量是否適合實際工作場所,并考慮到設備的易維修性。二工作效率棉花彈花機的工作效率直接關系到生產效益,主要包括生產能力和工作速度。一外觀設計和結構外觀設計要美觀大方,結構要穩固,零部件之間要連接緊密,不得有松動或異響現象。生產能力是指設備在單位時間內能處理的棉花量,工作速度是指設備每分鐘能夠處理的棉花數量。
滾筒表面摩擦系數不足的原因滾筒表面磨損過大,帶體表面潤滑油過濕或粘稠,帶體的表面有物料絮凝。這使得棉纖維可以像紙質書一樣梳理,一層在另一層上形成一個扁平的棉輪胎。如果發現問題,應及時調整!采用高精度齒條針布,密度在國內棉機中較高。張力不足的原因有張力行程不夠,重量不夠,輸送帶過長;當棉花輸送帶正常運行時,皮帶速度不得低于滾筒速度的95%。滾筒和傳送帶之間的摩擦力不夠的原因有很多張力不足負載啟動滾筒表面的摩擦系數不夠。如果滾筒和傳送帶之間的摩擦力不夠,則傳送帶容易打滑。
在使用工業電腦絎縫機時,不得不注意的是什么?還有,在對機器進行清掃的同時,也可以發現一些異常情況,對機器的故障事故進行修理中,多數原因是由于灰塵或線頭的堆積造成那就是“清掃”,如果能對縫紉機做好日常維護的話,可以不使灰塵,線頭堆積,故障也不會發生,可以使機器在一個很好狀態下被使用。

籽棉成熟,在軋棉過程中會產生柔軟的籽皮和纖維彈片。人工采摘籽棉時,如果不小心,碎葉鈴殼小棉枝等混入纖維中,也會增加雜質含量。由于枝葉枯萎,后期的棉球往往會附著在棉花纖維上。受蟲害侵襲,棉纖維會有昆蟲排泄物昆蟲尸體。棉鈴開裂后,如果吹沙子,沙子和灰塵會被吹進棉纖維。地面上的棉鈴或種子更容易附著在沙子上。春花機尤其是風雨過后,棉花植株下的棉鈴纖維很容易濺到沙子里。
使用氣流和其他的拌和方法進行除雜,避免羽絨損害和雜質碎裂,以減少由此構成的羽絨服制品的瑕疵。充絨機的展開方向具體反映在開松后半制品(各類羽絨各項質量政策和落物情況上在拌和進程中,多用安閑沖擊,盡量少用握持沖擊;
機器工作時(包括機器未中止時)不管呈現任何情況都不能將身體的任何部位伸入機器內進行各種活動,如修理清潔掏花等。當咱們進行彈花機保養的時候,首先要切斷電源待機器中止滾動后才干翻開護罩蓋板前渣質斗調查口和可能翻開的地方,才干對機器進行調查清潔和修理等事宜。彈花機應該怎么保養,保障彈花機的運用正確操作很重要。彈花機是高速工作的機器設備,需求操作者高度集中精力,在精力狀態不錯的情況下進行操作,以防止因本身疏忽麻痹大意而發作事故。嚴禁將木塊石塊鐵釘等硬雜物喂入機器中,以防止發作火災或損壞機器,該機器不能加工這些東西,該機也不能清除這些東西。
棉纖維的比例小,離心慣性力小,并被鋸齒鉤住,與機架滾筒一起進入棉板,在氣流的作用下,通過棉花通道收集塵籠表面,形成棉花層,隨著塵籠的旋轉,通過壓棉滾筒,進入兩個進料滾筒,與以前的道路原理相同,并與灰塵和短纖維空氣混合,通過塵籠網風扇風管,進入除塵裝置,形成一個相對干凈的棉層,即棉胎。當滾筒離開給料滾筒的滾筒到達雜質排出口時,這些雜質在離心慣性力的作用下沿著滾筒外圈的切線方向連續拋出。在滾筒高速運轉的作用下,產生了較大的離心慣性力。拉絲彈花機是需要對原材料進行加工,均勻地鋪在喂棉簾上,原材料從兩對工作輥到刺輥,進入棉輥(兩對相對旋轉和螺紋粗輥),由于輥的旋轉,棉層在棉輥中的抓地力很強,不斷地進料,棉花層受到夾持力的作用正在減弱。滾筒和給料滾筒之間的張力約為1000倍,棉纖維中粘附的雜質比例很大。當牙齒在棉絮上的鉤住和摩擦力大于其保持力時,棉絮中被彈開的纖維會逐漸被針刺輥帶走。

傳統制造商在設計和開發縫紉機設備時應考慮其擴展。在電腦絎縫過程中,應考慮織物和線的承載能力以及設備的穩定性,以完成這項工作。一臺好的縫紉機應該具有高度自動化。在選擇縫紉機時,不僅要考慮電腦絎縫機的速度,還要考慮縫紉工作的穩定性。在調試和采購時,應仔細調整和檢查自動化功能和靈活性,以確保機器能夠自動完成設定的縫紉工作。

仔細檢查電腦絎縫機是否有灰塵和死角。拆下皮帶,轉動上輪和下輪,分別檢查頭部和底板部分的轉動是否順暢,無死點。當機器旋轉時,應該有死點。仔細識別死點,然后排除它們。檢查運動部件是否變形,螺釘是否松動和移位,或在匹配位置的運動中是否有灰塵異物和缺油。
