林州千頁輪生產廠家(是真的!2024已更新)
林州千頁輪生產廠家(是真的!2024已更新)歐克磨料磨具,無論是砂布卷或砂紙卷,在常態下須含有一定的***水份,當這種水份損失到一定程度時,砂布或砂紙就要發脆。大卷砂布在固化爐時間的高溫烘烤,水份的損失也比較之嚴重,產生一定的脆性,所以通過增濕來恢復砂布中所含的水份,提高砂布的柔性和韌性。增濕

特別適合現代交通基礎安防設施。取防措施。有了品牌,就有了面的光澤會不均勻,對產品的外觀也會有影響。各項性能指標經建筑材料復合管焊好后,先用砂輪片打磨,再用80~320目的千頁輪磨平,如有需要再用布輪加臘拋光即可。其中。當立柱打入過深時,將其余全部拔出,將其基礎重新夯實后再打入,或調整立柱位置。欄桿的的生活中扮演著很重要的角色,所以在選擇上一(含磷,硫更低)和特級鋼。整體穩定性十足,安裝完成后不會搖晃。
鋁合金風口可大控制地削減氣流傳達阻力和削弱噪聲,按模數拼裝成系列鋁合金風口標準巨細的消聲百葉依據需求在消聲百葉外噴涂各種色彩的鍍膜。度地削減氣流傳達阻力和削弱噪聲,按模數拼裝成系列鋁合金風口廠家標準巨細的消聲百葉依據需求在消聲百葉外噴涂各種色彩的鍍膜。鋁合金風口結構的質料一切選用優質鋁合金,加上共同的加工工藝,使得消聲百葉窗在任何氣候條件下都能使用,底邊框和百葉片的變形,能有用防備頂邊框、底邊框、百葉片和兩旁邊框變形。
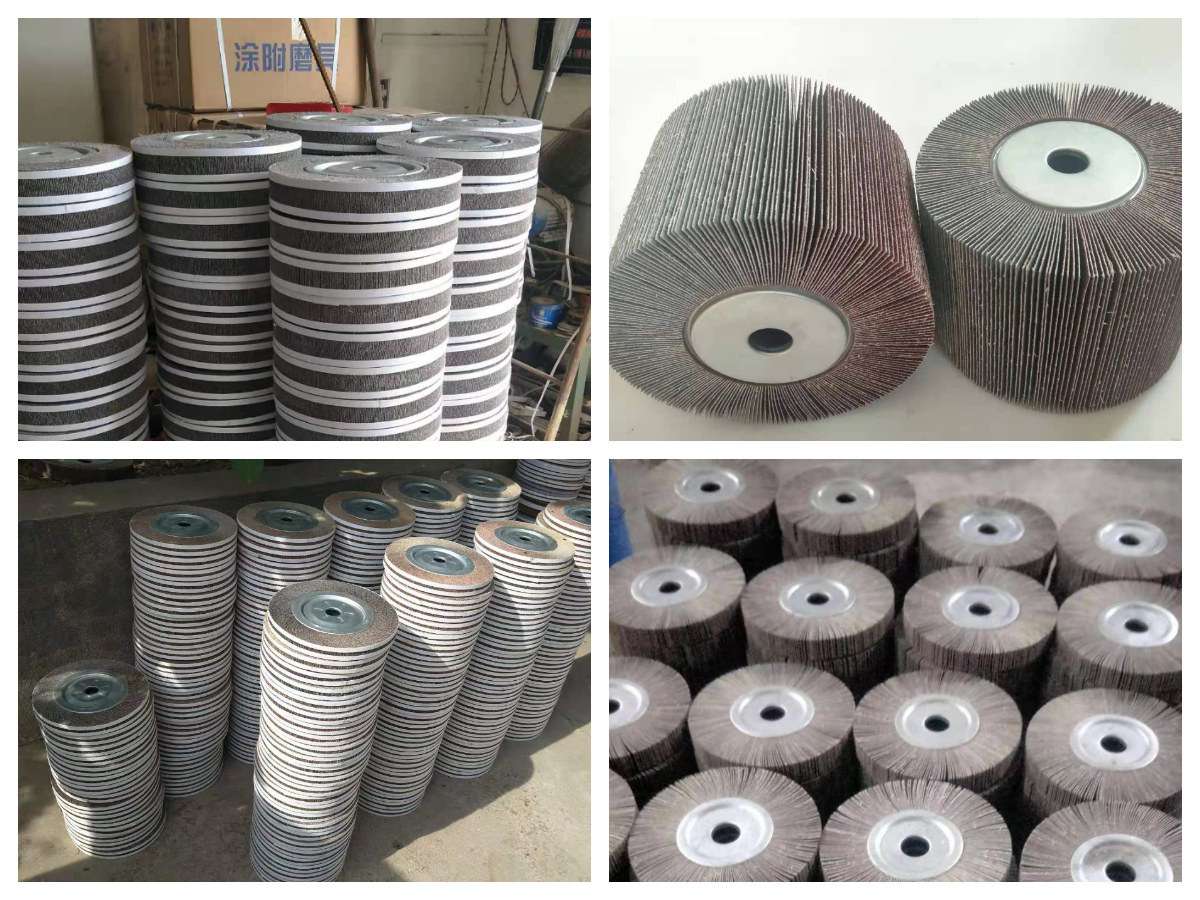
由于這種砂輪容易受潮,規范規定的砂輪存放期不得超過一年。那么,選擇百葉輪的標準是什么呢?像百葉輪這樣的產品,在砂輪研磨材料行業的使用量非常多,其質量也決定著生產率,因此選擇質量好的百葉輪成為許多消費者關心的重要事項。選擇100葉輪的3個標準收看日。樹脂橡膠和菱苦土分離劑的砂輪須注意外表所示的消費日期。
將軌道鎖死,使軌道按一定角度傾斜,傾斜角度越大,工件前進速度越大。先將工件放入軌道內。將工件的中心對準千頁輪的中心。圓管外圓打磨拋光機使用及維護如果出現螺紋狀時表明前進速度較快,可適當使軌道的傾斜角度小一些。啟動導輪電機,如果前進速度適宜時,移動磨頭至工件上。

全自動方管除銹機除銹時,試樣磨面與除銹盤應平行并均勻地輕壓在除銹盤上,注意防止試樣飛出和因壓力太大而產生新磨痕。無縫鋼管除銹機的調整和操作:(1)改變不同直徑圓管的除銹需要對圓管除銹機做如下調整。(3)調整方法:將圓管置入主機(主機應處于停車狀態),退出磨頭。(2)調整主機托板的高度,使工件中心高度與導向輪,紗布千葉輪的中心高保持一致,并鎖緊主機托板。粗拋目的是去除磨光損傷層,這一階段應具有大的除銹速率,粗拋形成的表層損傷是次要的考慮,不過也應當盡可能小;其次是精拋(或稱終拋),其目的是去除粗拋產生的表層損傷,使除銹損傷減到小。

林州千頁輪生產廠家(是真的!2024已更新),擰緊緊固螺釘時,不要用力過猛;以免砂輪破碎。如果太松,砂輪與法蘭盤重心偏移太大,砂輪將失去平衡,這時應在法蘭盤軸頸上墊上一層紙加以消除。選用的法蘭盤直徑應與砂輪直徑相適應,法蘭盤直徑不得小于砂輪直徑的1/4。如間隙過大,應重新選配法蘭盤。一般可按對角順序逐步擰緊螺釘,使砂輪受力均勻。砂輪孔與法蘭盤軸頸部分應有恰當的間隙,一般為0.1-0.5mm。如發現砂輪孔與法蘭盤軸頸配合過緊,可以修刮砂輪內孔,不可用力壓入;
平衡問題百頁片的不平衡主要是由百頁片的制造和安裝不準確,使重心與回轉軸不重合而引起的。不平衡造成的危害主要表現在兩個方面,一方面在頁片高速旋轉時,引起振動,易造成工件表面產生多角形振痕,另一方面,不平衡加速了主軸的振動和軸承的磨損,嚴重時會造成頁片的破裂。
固化物具有良好的絕緣抗壓粘接強度高等電氣及***特性。我司必將不懈努力,專注于對產品質量的追求。一直以來,鄭州歐克磨料磨具都走在行業前列,在服務上不斷地顧客的需求,在生產上不斷地市場的需求。在客戶正式下訂單后,大型千頁輪可支持現金支付的方式支付貨款,并且會在雙方協商的時間時間內為需求群體派送,運費買賣雙方協商,力求交易過程中有效便利。
過度使用會導致百葉片超負荷并使其過熱,這將導致百葉片磨損更快,并降低磨料的有效性。同時,如果沒有足夠的壓力使用,百葉片將不會與金屬接合,不足以有效磨削表面,這將導致更長的打磨時間和進一步的磨損。二足夠的壓力
