吳忠鍍鋅角碼(正文:2024已更新)
吳忠鍍鋅角碼(正文:2024已更新)譽潤機械配件,施工技術交底是控制前期質量的重要,如何做到交底的科學性針對性和可操作性,是現場質量管理的關鍵,為避免出現技術交底僅僅作為技術管理制度的一項工作,真正發揮生產技術指導和施工技術準備的職能,克服編制工作由公司技術部門少數技術人員全權包攬,以至造成技術交底流于形式的弊端,施工技術交底的編制工作由項目***級分別從各自的角度編制,隊級技術交底依據項目部技術交底細化編制,項目部審核隊級(工長)技術交底,班組技術交底在工長技術交底的基礎上樣板方式為主。施工技術交底編制材料明細表。在進行圖紙翻樣的過程中,參照施工圖預算,技術計劃人員準確計算各種材料,分層次編制材料明細表。
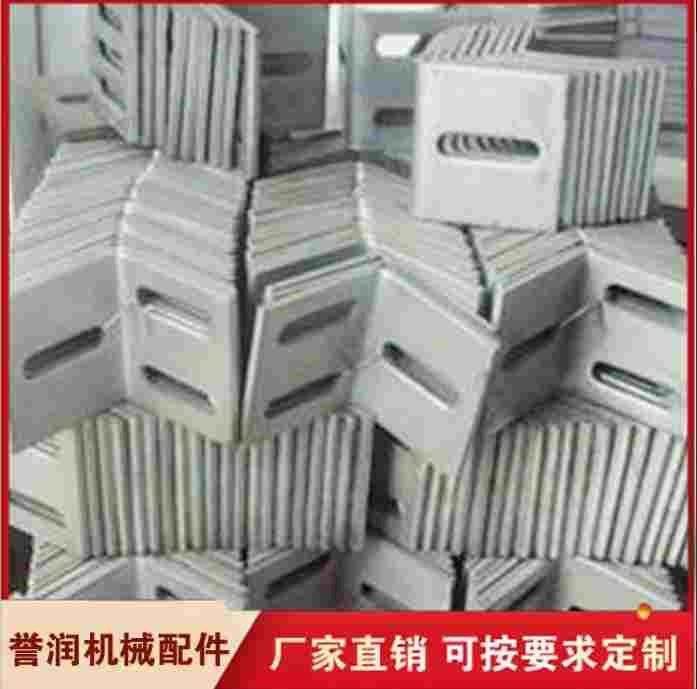
有少量打砂噴漆的,其實都是為了防腐的需要。幕墻工程中的預埋件及后埋件基本都是熱鍍鋅處理的。主要生產哈芬槽預埋件,玻璃幕墻配件,石材幕墻配件,幕墻沖壓件,幕墻鋼插芯,前置預埋件,槽鋼轉接件,鍍鋅預埋件等產品,有意向的客戶請咨詢我們,聯系電話6無需鍍鋅,防銹漆兩遍就可以了。

有少量打砂噴漆的,其實都是為了防腐的需要。幕墻工程中的預埋件及后埋件基本都是熱鍍鋅處理的。主要生產哈芬槽預埋件,玻璃幕墻配件,石材幕墻配件,幕墻沖壓件,幕墻鋼插芯,前置預埋件,槽鋼轉接件,鍍鋅預埋件等產品,有意向的客戶請咨詢我們,聯系電話6無需鍍鋅,防銹漆兩遍就可以了。

6玻璃幕墻上下立柱之間留不小于15mm縫隙,閉口型材采用不小于250mm芯柱連接,石材金屬幕墻上下立柱之間留不小于15mm縫隙,采用長度不小于400mm芯柱連接。6幕墻立柱應采用螺栓與角碼連接,再通過角碼與預埋件或鋼構件連接,螺栓直徑不應小于10mm,立柱與角碼采用不同金屬材料時,應采用絕緣墊片分格。
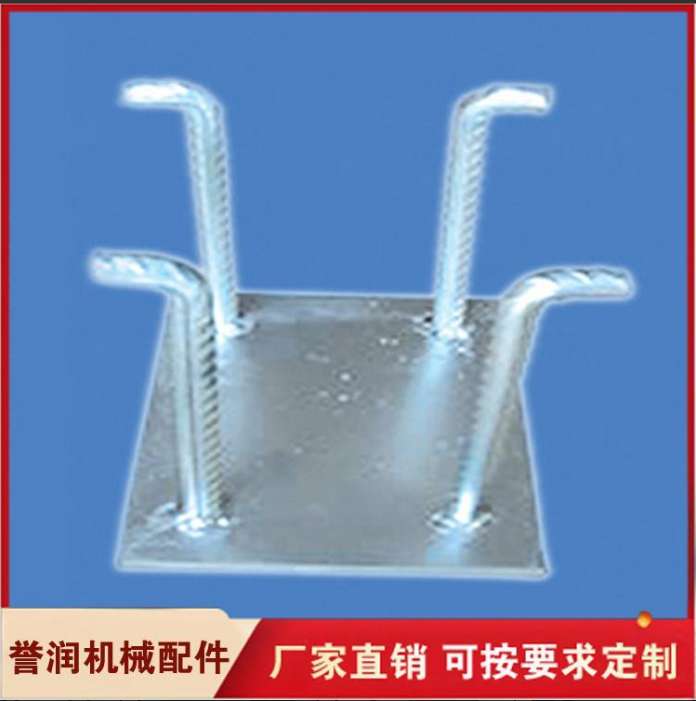
吳忠鍍鋅角碼(正文:2024已更新),梁板頂面的埋件,一般與混凝土澆搗同步進行,隨搗隨埋,預埋板下面的混凝土應注意振搗密實。預埋件的錨筋應置于混凝土構件外排主筋的內側。在混凝土澆搗過程中,派專入跟蹤觀察,若有偏差應及時糾正;為防止預埋件在混凝土澆搗過程中產生位移,應將預埋件與鋼筋或模板連接固定;<三>?
有些人喜歡稱它們為高強度螺栓連接。換句話說,強度如此之高,這種類型的幕墻預埋件螺栓很難折斷。這種幕墻預埋件螺栓實際上是一種經過調質處理的螺栓。鋼結構地腳幕墻預埋件螺栓也是我們通常所說的高強度幕墻預埋件螺栓。
吳忠鍍鋅角碼(正文:2024已更新),預埋件的驗收也是關鍵,不僅檢查外觀質量,防止出現虛焊脫焊,還要按規定進行錨板與鋼筋的焊縫強度檢查。(錨筋不得采用冷軋鋼筋,當錨筋直徑≥10mm時采用級變形鋼筋,包括月牙紋及螺紋鋼筋,見《鋼筋混凝土結構預埋件》JSJT-20早期的做法是把鋼筋彎折后直接焊到錨板上,現在基本采用錨板上鉆孔后塞焊的方式,后者比較可靠。要焊接質量,電焊操作工必須經培訓持證上崗。錨板與錨筋的焊接質量是預埋件的質量關鍵。??預埋件常見形式是由錨板上焊接錨筋所組成。??二平板預埋件的焊接質量
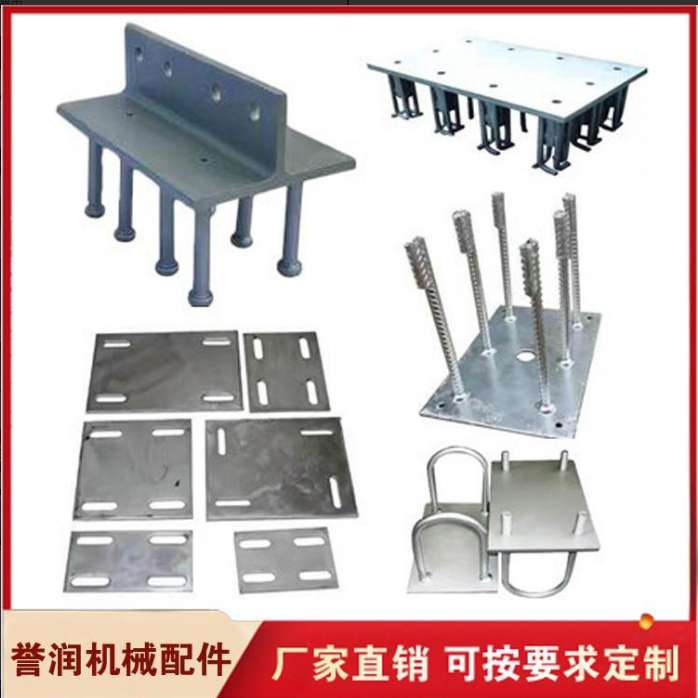
吳忠鍍鋅角碼(正文:2024已更新),??預埋件作為結構連接的組成部分,是工程結構在任何工況下穩定性的重要部分,預埋件的施工質量直接影響著土建工程的施工質量和結構安全。因此要充分把握好預埋件在施工中的重難點,下面預埋件生產廠家就為大家做具體分析~
吳忠鍍鋅角碼(正文:2024已更新),??槽式預埋件與模板固定后,混凝土澆筑前要檢查埋入材料是否與地面垂直。控制好槽式預埋件標高間距垂直度。自檢合格后,預埋件應提交監理人驗收。槽式預埋件??槽式預埋件安裝完成后,應對預埋件進行自檢并做好隱蔽記錄。??槽式預埋件與模板同步安裝,可以在板上做標記線。
??不宜在與化學錨栓接觸的連接件上進行焊接操作;??每個連接點后加螺栓不得少于2個,螺栓間距和螺栓到構件邊緣的距離不應小于70mm,宜設計成螺栓受剪的節點;??螺栓直徑應通過承載力計算確定,并不得小于l0mm;??錨栓承載力設計值不應大于其極限承載力的50%。
所以規范規定幕墻不應連接在磚石砌體上,更不得與輕質墻連接。有的框架結構建筑物其砌體通常都選用輕質填充墻,若把增加的支點放在輕質填充墻上,即使是采用鋼板加穿墻螺栓,也則無法起到有效的支撐作用。??有的工程樓層跨度較大,立柱的撓度計算或強度計算未能通過,因此有的設計人員則在上下層梁之間增加一個支點,如果這一支點是在鋼筋混凝土(或鋼結構構造梁(柱上是有效的。??輕質墻體上安裝后錨固件??三后置錨固件施工質量問題
??玻璃幕墻立柱與主體混凝土結構應通過預埋件連接,預埋件應在主體結構混凝土施工時埋入,預埋件位置準確;當沒有條件采用預埋件連接件時,應采用可靠的措施,并通過試驗確定其承載力。??主體結構或結構構件,應能夠承受幕墻傳遞的荷載和作用。連接件與主體結構的錨固承載力設計值應大于連接件本身的承載力設計值;

- 內蒙工程用公路炒料油廠(今日/實時行情)
- 沈陽置換二手機床生產廠家2024已更新(今日/資訊)
- 安徽工業手套羧基丁苯膠乳批發(解密:2024已更新)
- 鄂州有smc片材設備【2024年報價】
- 甘南本地環保移動廁所供應商(熱點:2024已更新)
- 運城大型萍姐的好物(市場驅動,2024已更新)
- 2025年北京森林糧油展主辦方2024已更新(今日/推薦)
- 湖南耐臭氧老化試驗儀調試優化(真的很不錯,2024已更新)
- 南沙工程服短袖上衣(價格透明:2024已更新)
- 上海模壓灌注用TPR報價2024已更新(今日/新聞)
- 滄州本地果汁絮凝用殼聚糖批發價(不為經驗買單,2024已更新)
- 工業級小甲酚用途(公開:2024已更新)
- 北京有機玻璃擋板定制(現在/介紹)
- 湖南國標工業磷酸二氫銨(【優秀】2024已更新)
- 西安東郊正規搭棚豎靈價格2024+系+統+學+習